・上一文章:飞利浦37TA1474彩电IIC总线进入与调整
・下一文章:飞利浦37TB1254彩电IIC总线进入与调整
采用RFID系统后,在每个雪橇底部保护盒里安装一个电子标签,电子标签存储着条形码、车型、颜色、整车定义码等大量信息,形成多个小型移动数据库,在整个生产流程中经过读写站点可读可写。在多方技术调研和方案论证后,武汉二厂油漆项目选用了EMS公司的RFID识别系统。电子标签采用最高可承受240℃ HMS150HT高温系列产品,移动电子标签存储了大量车身及物流指导信息(见图2)。
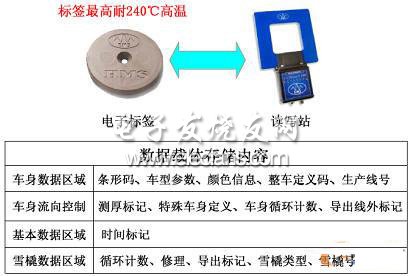
图2移动电子标签
因此当本地PLC与数据服务器通讯异常时,RFID系统利用电子标签存储的信息仍然可以生产,不会导致大面积生产终止。读写头采用HF-CNTL-IND-02,通讯协议基于TCP/IP,传输速度更快、稳定性也更好。根据生产和管理功能需要,在油漆车间出入口处、工件物流的分岔处、重要的工艺过程(如电泳线、UBS线、喷漆室、储存区等)入口处总共设置了26套读/写站,从而实现对车身进入油漆车间到发总装整个生产过程进行RFID跟踪管理和控制。
3.3车身跟踪系统实现的主要功能
3.3.1生产管理指导功能
1)车身数据指导机器人及人工识别车型、喷涂颜色,
2)各类车身物流的管理:包括车身的导入、导出、侧厚管理,多次循环统计等,
3)载具的管理:包括底、面漆雪橇、UBS吊具清洗、导出修理等,
4)向下游车间系统传递车身信息。
3.3.2信息统计报表功能
1)实时统计各工艺段、生产线区域内在制品数量,
2)班、日、月等生产信息统计报表,
3)分时段,分车型、颜色统计已生产的各类车身数量
3.3.3生产线的实时监控功能
1)查找某辆车所在的具体位置,譬如是在存储区或者点修补间等,
2)查阅在线或历史车身在油漆车间的状态,
RFID车身跟踪系统作为油漆车间ENCCR系统的重要子模块,各类相关的生产管理人员通过独立的使用权限登录,从中控室或现场的客户端CCR-View平台可以进入RFID车身跟踪系统,实现生产信息的实时查询、打印功能。
4.软件设计
4.1读写站标准功能块内部结构
软件方面,二厂油漆车间监控系统采用的Wonderware公司的InTouch 9.0作为上位机组态软件。读/写站采用标准以太网协议和操作终端及PLC连接并通讯,PLC与读/写站控制器的通讯程序,是用Unity Pro开发的PrEMIum PLC的读/写站功能块MFC_MAIN,MFC_MAIN 功能块涵盖了所有与读/写站有关的必要的程序逻辑,程序块结构如图3:
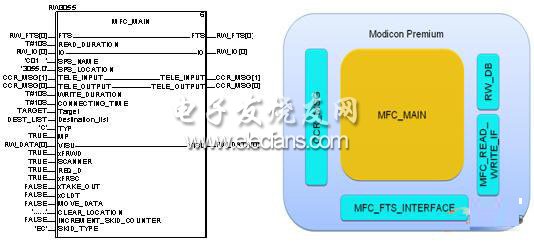
图3程序块结构
主程序块内部结构主要包含与中央监控系统的报文消息CCR_MSG,与输送系统的接口MFC_FTS_IF,与读写系统的接口MFC_READ_WRITE_IF,以及与操作终端的数据接口RW_DB。





