・上一文章:MZ(D)-100型自动埋弧焊小车电气控制原理图
・下一文章:家用烟道式热水器工作原理
成都产MZ(D)-100自动埋弧焊机调节灵活、使用方便、性能可靠,而且备部件均采用了积木式拼装结构,可方便地改装成双丝埋弧焊、带极堆焊、气体保护焊和自动碳弧气刨等,是目前国内自动焊接设备理想的换代产品。
一、主要结构
MZ(D)系列自动埋弧焊机主要包括送丝机构、行走机构、焊枪位置调节机构,焊丝校直机构、焊枪控制器、焊剂漏斗及焊丝盘等,配以弧焊电源、焊接电缆、控制电缆等,组成整套自动埋弧焊机构。
三、小车工作原理
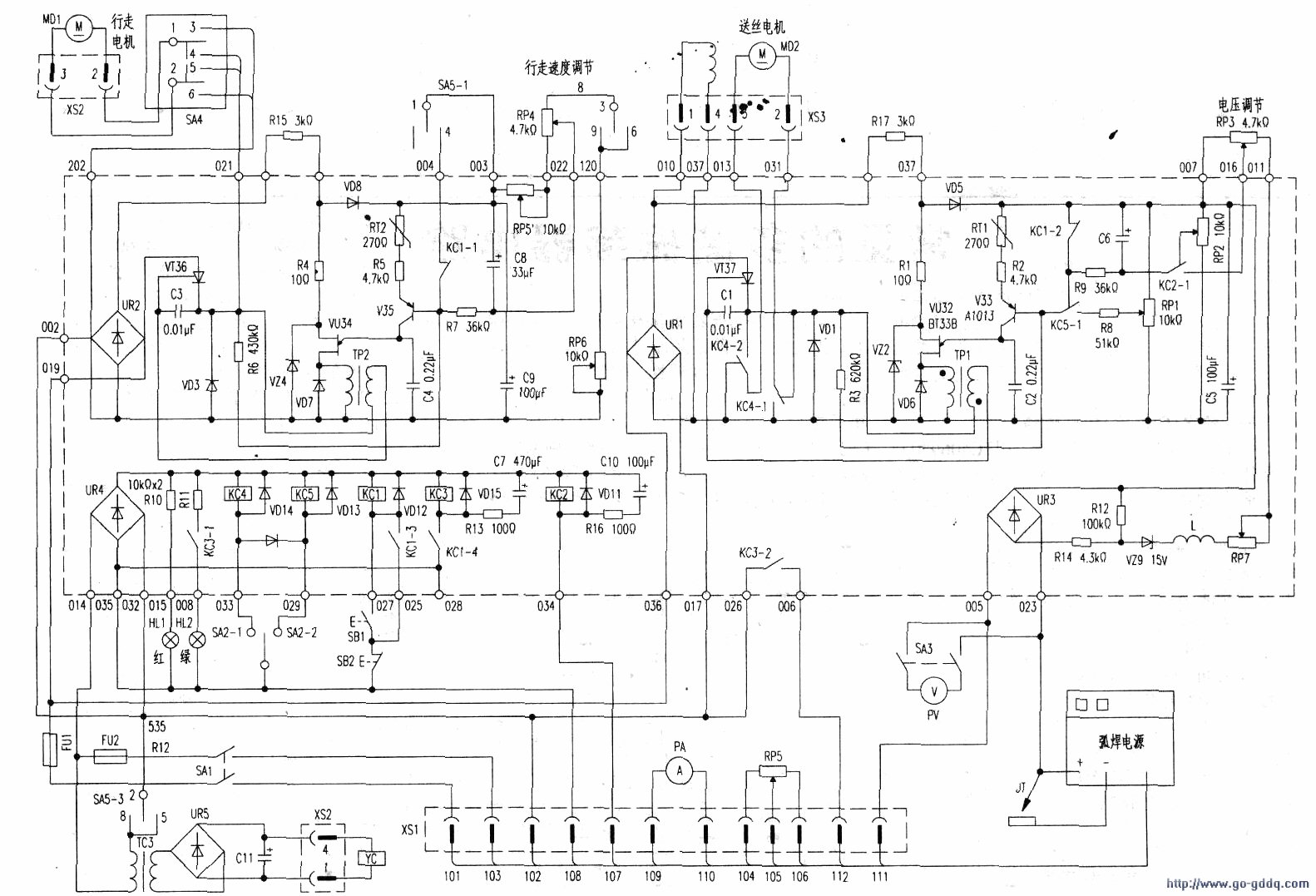
电气原理图见附图,由弧焊电源为小车控制系统提供控制电源,经总控制开关SA1送人直流调速控制板,分别驱动送丝机和行走电机工作。送丝机及行走控制电路基本一样,均采用单相全波晶闸管整流调速线路。
该电路采用单结晶体管触发电路,整流桥UR1、UR2的输入电压为110VAC.输出约110V直流电压,提供直流电机的工作电压;而另一路由R15、R17降压后为VU32、VU34单结晶体管触发电路供电。V22、V24限幅的作用是为了增加脉冲宽度,限幅电压为+12V(梯形波).正电源经R15,R17降压后的电压再通过隔离二极管VD5、VD8.输出直+12V经c5、C9滤波后为V33、V35放大电路提供较平滑的直流工作电源。
控制电压由UR4整流桥输出27V直流电压,为各继电器供电。
小车手动送丝:按SA2-2.KC5动作,V33通过RTI、R2、R8及RP1形成基极回路而导通,并向C2充电,再通过VU32、TP1产生脉冲信号触发VT37.从而驱动MD2正转进行送丝;而退丝时,按SA2-I.KC4、KC5同时动作,其中KC4控制电机的反转退丝。
调整RPI的分压,可改变手动进,退丝的速度。
焊接时按SBl,KC1动作,KCl-3自锁保持启动.KC1一l、KCI-2解除对V35、V33的封锁,此时V33通过RT1、R2、R9、RP2形成基极回路.V33导通从而对C2充电,再通过VU32、TP1触发VT37导通,从而进行慢送丝、为引弧做好准备,慢送丝速度由RP2调节的分压决定:同时KCl-4闭合,带动KC3动作.KC3-1闭合,焊接指示灯亮.KC3-2闭合,远控启动弧焊电源,焊接开始。
当引燃电弧后,弧焊电源内的电流继电器动作,从而带动KC2动作。此时V33通过RT1、R2、R9、RP3形成基极回路,触发电路工作.vr37导通,送丝电机运转。送丝速度由RP3分压决定,而RP3的给定电压是由UR3即焊接电压整流分压而得。因此,当焊接电压变化时送丝速度相应自动改变,从而自动调节电弧电压。例如当某种原因使电压降低↓→弧焊电压↓→UR3输出直流电压↓→RP2给定电压↓→V33Ueb↓→V331c↓→C2充电速度放慢↓→VU32e-bl导通后移↓→rPI输出尖脉冲后移↓→VT37导通角减小—MD2转速下降↓。反之,转速上升。
焊接完毕时,按SB2、KC1、KC4(失电)同时动作,送丝和行走停止,而KC3的线圈两端并了一个470μF电容是起延时动作.以免出现电弧反烧,防止粘丝并填补弧坑。
YC为行走电磁离合器,它是由隔离变压器TC3降压桥堆UR5整流,电容C11滤波输出直流24V为电磁离合器供电。