・上一文章:汽车发电机工作原理
・下一文章:保障系统安全的密钥解决方案
0 引言
在汽车制造企业中,车身焊接生产线是一条关键的生产线,这条生产线决定车身焊接车间乃至整个企业的生产能力、产品质量和产品的多样化。广州本田汽车有限公司年产24万轿车的自动化焊接生产线是一条贯通式流水线,全线5个全自动工位:车身地板搬送工位、车身部件预装配工位、自动焊接工位、车身卸载工位和车身夹具切换工位。该自动生产线全面采用了日本安川公司的MP920伺服系统,极大地提高了工装夹具的定位精度和生产线的柔性化程度。
本文从MP920伺服系统的硬件体系结构、控制原理、控制程序设计以及系统调试等几方面介绍该生产线中的伺服系统,研究柔性自动化生产线中伺服控制系统的应用。
1 伺服系统硬件配置
考虑系统的信息处理量大,为了降低PLC的信息处理负担,提高控制器之问的独立性,系统采用了分层的体系结构,第一层为主控PLC,第二层为伺服控制器,两个控制层之间采用现场总线进行通信。整个系统硬件配置如图1所示。
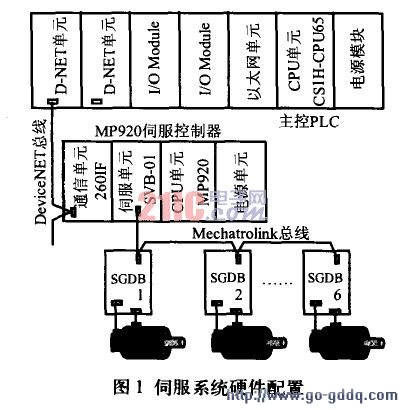
主控PLC是整条生产线的逻辑处理中心,它一方面协调控制现场各种设备按照工艺顺序要求工作,另一方面向上层监控设备实时发送生产和设备状态信息。主控PLC选用OMRON公司的CS1H.CPU65型PLC系统。伺服系统采用日本安川电机公司的MP920伺服系统,该伺服系统由伺服控制器,伺服驱动器和伺服电机组成,其中伺服控制器是整条生产线的运动控制核心,控制伺服电机按照工艺要求精确运动,同时还通过现场总线DevICeNet将伺服系统的状态信息反馈给主控PLC。伺服控制器选用MP920可编程控制器专门用于控制直线型伺服电机系统。伺服驱动器选用Σ系列SGDB型伺服驱动器,伺服电机选用Σ系列SGM型伺服电机。在车身自动焊接生产线中使用了3套MP920系统来控制了18个伺服电机。
2 MP920控制器工作原理
2.1 MP920控制器构成
在MP920系统中,CPU模块(MP920)主要起数据处理(逻辑处理和运动处理)的作用,并向运动控制单元(SVB一01)发送运动指令,并根据反馈信息作进一步处理。运动控制单元主要进行指令处理和运动状态处理,通过Mechatrolink总线每个单元最多能单独控制l4个轴。此单元能预先进行参数设定,根据CPU发送过来的指令进行运动控制,并将运动过程中的各种参数反馈到CPU单元中去。DeviceNet通信单元(260IF)通过Device―Net协议与主控PLC进行数据交换,进行协同工作,完成整线的控制。





