・上一文章:光电跟踪检测调试仪的研制
・下一文章:DDR SDRAM在高速数据采集系统中的应用
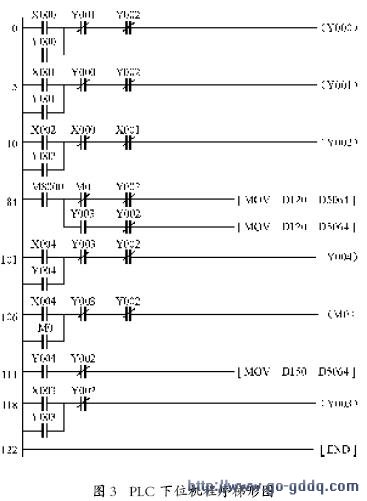
2.3 PLC下位机程序设计
在科威PLC自带编程软件环境下,利用梯形图语言[5]对系统进行程序设计,程序梯形图如图3 所示。其中X0、X1、X2分别代表电机正转、反转、停止按钮;X3 、X4 是手动/ 自动运行方式切换按钮;Y0~Y5分别是对应操作的自锁。PLC 的程序设计相对简单,只是进行简单的衔接操作,系统关键还是取决于上位机Kingview软件的编程控制。
2.4 系统联机调试
连接上位机工控机、科威PLC、富士变频器、交流电机以及储油罐等硬件设备;设置变频器中的电动机参数和运行参数;在Kingview 中进行设备连接配置,将科威PLC与Kingview连接,以便两者之间进行数据交换;在Kingview 中编写应用程序命令语言,实现各个界面(包括主界面、手动变频界面、自动变频界面、状态变化界面等)的逻辑控制,具体控制可以根据现场需要进行在线修改。
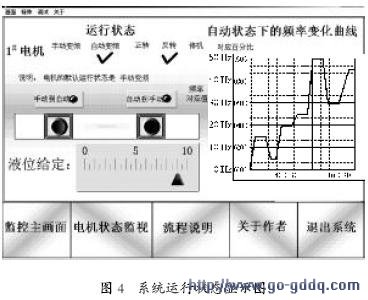
将控制子程序下载到科威PLC中,并将其开关打到运行挡;给富士变频器通电,将Kingview从开发状态切换到运行状态,即可进行变频调速系统的调试。单击界面中的相应操作按钮,就可以实现电动机的起停控制、正反转控制以及速度控制等一系列的常规控制。当其连接储油罐设备,并引入液位反馈构成闭环控制时,在自动变频情况下,该系统即可跟踪液位变化,与液位给定值进行比较,进而发出相应指令来控制电动机的运行状态,满足控制要求。系统运行过程中状态显示如图4所示。
3 结语
通过Kingview 组态软件的强大功能,将科威PLC、富士变频器等硬件设备结合在一起,构成了变频调速系统装置,大大简化了装置开发周期。在实现对三相异步电动机基本控制的前提下,可以针对不同的设备要求形成变频调速系统;装置采用成型硬件,可靠性、灵活性大大提高,具有很强的实用性。





