·上一文章:低功耗待机电源解决方案
·下一文章:两线式键盘(AD按键)电路的设计与实现
同步传动包括两部分:主传动同步主要是进布电机与超喂电机、印花电机、烘房电机、立柱烘焙电机(含立柱烘焙电机与落布电机等单元之间的同步)之间的同步传动;分同步传动则是实现印花电机与网头分电机之间的同步传动,要求同步精度高。
电控系统由主轴运动控制噐(即主站)、从轴控制噐(4合)、人机界面等组成, 方便用户编辑工艺程序(程序可保密)。
5.3控制系统框图
控制系统框图如图3所示。
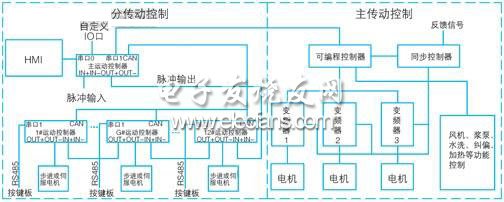
图3 控制系统框图
5.4控制方案
5.4.1同步控制
kp3-05m06r型运动控制器接收到由编码器检测的主电机转速数据并进行处理后,输出频率可调的、用于控制网头分电机的脉冲,实现导带与网头同步。
主传动是由嵌入式plc与同步控制器共同完成同步调节功能的。
5.4.2自动对花控制
自动对花不需要安装高故障率的接近开关,只要编写梯形图程序并用触摸屏输入的步数传送到d5904和d5905寄存器,且将自动回零控制字d5907置1即可实现自动对花。
5.4.3插步控制
因为印花精度要求高,生产现场必须经常修改插步数据,既耗時又达不到要求。使用该款运动控器后,只需对d5902和d5903寄存器赋值就能实现插步控制。
因篇幅所限,控制方案不能祥细介绍。
6 结论
实践证明,采用基于嵌入式plc芯片组设计的运动控制噐,印花精度高、传动速度快、生产效率高、产品质量优,社会效益和经济效益巨大,深受客户好评。该设计方案具有推广价值。





