·上一文章:界城lOkV线路遭到雷击过流保护跳闸,重合闸装置未启动
·下一文章:华中CJK6032数控车床换新硬盘后,启动数控系统程序出错.不能进行校验运行
CJK6032数控车床采用LDB4系列电动刀架,该刀架为典型的端齿盘式四工位自动回转刀架。刀架由销盘、内端齿、外端齿盘组合成的三端齿定位机构,具有转位快、稳定、定位可靠、切向扭矩大、夹紧力恒定等特点。
1.结构原理分析
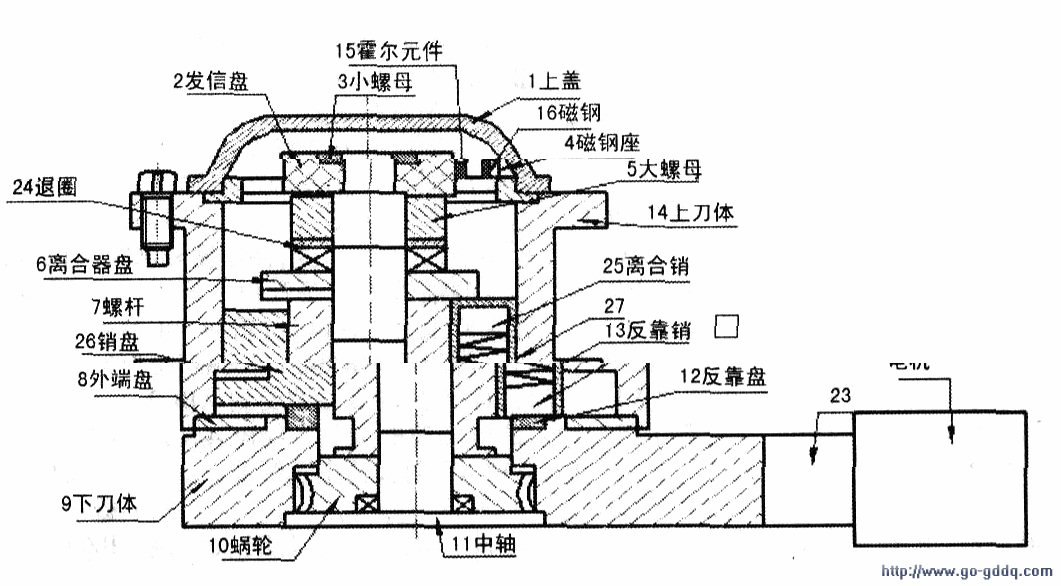
电动刀架结构见附图。
转换的过程为:当微机发出换刀信号后,刀架控制器中间继电器动作,电动机正转驱动蜗轮,蜗杆减速机构,螺杆升降机构使上刀架上升,当上刀架上升到一定高度时,离合转盘起作用.带动上刀体旋转。刀架上端的发信盘中对应每个刀位都安装一个霍尔元件,当上刀体旋转到某一刀位时,该刀架上霍尔元件输出高电平。在上刀体旋转过程中,发信盘不断地向数控系统反馈刀位信号。数控系统将反馈刀位信号与指令刀位信号相比较,当两信号相同时,说明上刀体已旋转到所选刀位。螺杆带动上刀体下降,直至与齿牙盘啮合,完成定位.并通过蜗轮,蜗杆锁紧螺母,使车架、刀架紧固。向数控系统发出转位完成信号,切断电源,电动机停转,完成换刀过程。
用手摆动刀架,有晃动现象。启动手动换刀,变频器柜接触器吸合动作,刀架电机有启动声但不能回转,刀架纹丝不动。将内六角扳手插入蜗杆轴端部,顺时针方向不能转动,逆时针方向需用力方可将蜗杆轴转动一定量。由此分析:按手动换刀按钮时,接触器动作,电机有启动声,说明电机无故障;启动手动换刀功能刀架无回转、用内六角扳手正转蜗杆时刀架也不能转动,判断为刀架内部机械卡滞。
接下来需要按顺序拆卸并检查。
(1)使刀架处于松开状态,拆下上盖1.拆下发信盘2上的电线,然后拆下小螺母3、发信盘2、磁钢座4。
(2)取出大螺母5内的两只M4螺钉,卸下大螺母5及止退圈24、平面轴承、离合盘6。
(3)取下上刀体14,拆下外端齿盘8,螺杆7,销盘26,离合销25,反靠销13(注意外端齿盘8,销盘26相对于上刀体14的位置)。
拆出后,发现两支离合销已从定位盘槽落出,观察到两支销均无明显变形,但位于销顶部位严重磨偏,已不能在外端齿中自由滑动。于是把两销取出,在砂轮上将磨偏部分打磨掉。因为离合销靠弹簧抵压,磨掉底端少量部分不影响动作,将打磨好的离合销再装回定位盘锥孔。重装回刀架并经反复调试.刀架转位正常。