・上一文章:SoC发射器简化RF遥控器设计
・下一文章:基于TMS320C54X的双调制解调器的设计与实现
摘要:针对圆网印花系统中导带驱动辊与圆网驱动对速度同步的要求,提出了基于IRMCK201和ZigBee技术的圆网印花同步控制系统,给出了同步控制系统结构。选用IRMCK201专用电机伺服控制芯片作为各驱动电机的伺服控制器,选用基于ZigBee技术的无线芯片CC2430作为系统主控制器和数据通信网络。设计了伺服控制电路、主控制器和无线通信节点电路以及相应的程序流程,实现了圆网印花系统各单元的速度同步控制。运行结果表明,该系统稳定可靠、抗干扰、能耗低、体积小、成本低,为纺织生产中圆网印花各驱动单元的同步控制提供了一种新技术。
关键词:圆网印花;同步控制;系统设计;IRMCK201;CC2430
传统的圆网印花均采用集中传动方式,由电机通过减速装置带动长轴,长轴上根据印花机的套色数,分别传动各套色的过桥蜗杆经蜗轮驱动圆网,同时通过齿轮减速器和联轴节和蜗杆蜗轮副驱动导带主传动辊。这种集中传动的印花系统存在结构复杂,印花精度低,易“跑花”,对花速度慢,效率低,成品率低和设备维修成本高,印花导带与圆网之间的速差不可调节等缺点,不能应用于高档的精细印花生产中。随着计算机数字伺服系统和无线传感器技术的日趋成熟,将其应用到丝网印花的圆网独立电机速度控制,实现精细丝网印花速度同步控制,对提高印花精度和产品质量,具有重要的意义。
本研究针对印花系统对圆网速度控制的要求,应用数字伺服控制专用芯片IRMCK201作为伺服控制和基于ZigBee技术的CC2430芯片作系统控制和网络通信,采用交流变频调速实现主动辊与圆网速度的同步控制系统。
1 系统组成及工作原理
圆网印花同步控制系统由同步控制模块、速度检测模块、ZigBee无线通信系统等组成。速度检测模块采用光电编码器检测印花导带速度,将检测到的导带速度传输给同步速度控制模块:同步控制系统通过速度检测系统检测到各单元的速差,通过相应的处理实现系统的速度同步,ZigBee无线通信系统实现各速度控制单元之间数据可靠的传输。系统组成结构如图1所示。
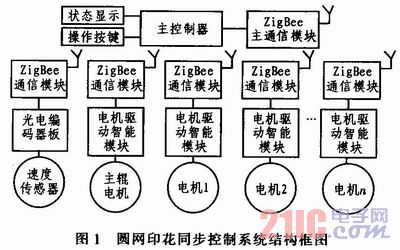
系统工作原理是:系统运行由ZigBee主控制器控制,各电机运行速度由ZigBee主控制器设定,通过ZigBee的无线通信模块将各电机的转速指令传输到各伺服控制单元的
ZigBee接收模块上,通过IRMCK201的SPI接口,通过IRMCK201控制电机的转速。由光电检测器检测印花导带的运行速度,经光电编码器节点的ZigBee芯片进行处理,然后通过ZigBee无线通信模块传输至主控制节点,主控制节点的ZigBee处理器将接收到的速度信号与设定值比较,经相应处理后,传输至主辊电机及圆网电机的驱动智能模块,控制各单元电机的同步运行,满足印花精度的要求。主辊电机转速与印花圆网电机转速计算公式如式(1)所示。
![]()
式中,v为导带设定的工艺速度;ω1为主辊电机设定转速;ω2为圆网电机转速;r1为主辊半径;r2为圆网半径。
系统主控制器具有液晶显示以及操作控制按键,可显示系统各种运行状态和故障诊断,设定系统运行参数。
系统通信采用基于ZigBee技术的无线网络,主控制器为网络主节点,设置为全功能节点(FFD),与各电机控制单元相连的节点为网络从节点,设置为半功能节点(RFD)。
2 系统设计
为了实现主辊电机与圆网驱动电机之间的速度同步控制,主辊电机和圆网驱动电机均采用变频器进行调速。而主辊电机及圆网驱动电机均采用交流永磁同步电动机(PMSM),由于本系统中无需要考虑织物张力对同步速度的影响,主辊与圆网的速度同步控制采用IRMCK201控制器,各控制器之间通过基于ZigBee的无线网络实现数据通信。





