・上一文章:基于AT89C2051和InRF401的无线监测系统
・下一文章:LTE网络容量空中接口测试
对齐(Align)是三坐标测量机软件的一项重要内容,无论有无数模,都必须通过对齐,将机器坐标系与工件坐标系保持一致,测量值才具有可比性。 对于箱体类零件,基本都采用3-2-1方式建坐标,利用面、线、点特征来确定坐标轴和原点,通过建立工件坐标系来将工件找正,这也是最基本、最准确的对齐方法。应尽量选用加工好、范围大的特征来作为建坐标基准,以减小对齐产生的误差。通常,对于建立的坐标系,还需要可以进行平移、旋转等操作,以产生新的对齐。
对于不规则形体,计算就要复杂得多。如果工件上有明确的特征点,如3个孔心,则通常测量出实际值,与理论值对应,进行3点找正。
我们经常会遇到工件上没有明确特征的情况,即我们无法准确的将测量值和理论值直接对应。对于该情况,测量软件常用的是迭代找正的方法。对于单点触发采数的测量机,通常是软件在数模曲面上选取多点作为目标点,所选取的点应能在全部6个自由度上固定零件,以防零件出现旋转和移动,然后将测量机移动到工件上尽量对应的位置采集实测点,软件将测量点在数模上目标点的附近区域进行迭代找正,直到找正误差在指定的精度内。有的测量软件在迭代超差时,将指导你重新测量到更接近的点进行更准确的计算。
还有种情况是直接测量多个点,软件将该点群与理论数模进行最佳匹配计算,将点群与数模一步步对齐,直到点群与数模的偏差均方根最小。该方法点数越多越准,但同时计算越复杂,对计算机要求较高,通常在扫描点云的对齐中,用得比较多。
尽管每种软件关于对齐都有不同的分类和特点,但基本主要采用以上方法。
三、测尖补偿
目前,三坐标测量机用得最多的是机械触发式测头,配以红宝石测针,必然会带来测尖补偿的问题。
对于平面、圆等标准特征,可以通过整体偏置的方式自动补偿测头,对于连续扫描的曲线,也可以用同样的方式自动处理。但对于曲面测量时经常遇到的单点测量,如何解决测尖补偿问题呢?

要单独对一点进行补偿,则必须知道补偿的方向矢量,也即是接触点处的法向矢量方向。为了找到该法线方向,比较准确的做法是,在测点的周边测量个微平面,以该微平面的法向视为测点处曲面的法向,从而完成测尖补偿。
对于工件测点附本身曲率变化不大的地方,或者工件与数模本身偏差较小的情况下,如果要求不高,为了减少采点数,也可以不测量微平面,软件直接以测点刺穿数模的方向矢量进行测尖补偿,即以数模上该处的法向矢量代替工件上实测处的法向矢量做为测尖补偿的方向。但是如果工件与数模本身该处曲率偏差大,则测尖补偿将不准,导致测量数据不可靠。
对于非接触式测头,不存在测尖补偿问题。
四、理论值捕获
在解决了数模的导入和对齐后,理论值的捕获就比较简单。对于圆等标准特征,软件只需要能从CAD数模上选取识别该特征,即可直接从其特性中提取理论值。对于自动测量来说,就可以直接根据数模特征进行编程,指导机器运行到特征的理论值位置附近进行测量。
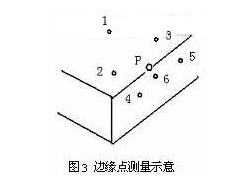
对于曲面工件上的点,通常分为曲面点和边缘点,有的软件分得更细。对于曲面上的点,通过直接测量,测量点沿数模曲面法向投影到曲面上,即可获得理论点。但边缘点就不同了,边缘是CAD曲面的边界所在,例如,钣金件的边,最简单的如方体的棱边等。如果要检测边缘上的点,由于测针无法直接准确测量到,并且测头的补偿方向无法确定,因此,无法直接测量,只能采用间接测量的方式。通常,其处理原理如图3所示,为了测量边缘上P点,可以在其两边测点。此例采用前3点用于确定上面,第4,5点确定边界方向,而最后一点6确定目标点的位置,其投射到前面确定的边所产生的点,视为边缘测量点,其理论值为数模中曲面边缘距其最近点。
通过以上方式,即可实现边缘点的检测。具体到不同软件,可能有不同的处理方法。 4.曲面测量软件现状





