・上一文章:基于GPRS的远程监控系统
・下一文章:基于蓝牙的汽车物联网应用与开发
摘要:针对国内的陶瓷性能检测仪自动化程度不高、检测精度低、检测范围比较窄,可视化差等情况,设计开发了一种基于AVR ATmega128单片机和北京亚控公司的组态软件的陶瓷检测实时控制系统。该系统运用虚拟仪器组态王作为上位机,辅以ATmega128单片机为核心的变参数的模糊神经网络PID控制器,对陶瓷性能进行检测。经现场使用表明,该系统检测精度高、范围广、可视化程度高,使用方便。
关键词:单片机;组态王;陶瓷性能;检测系统
引言
在城市的建设进程中,越来越注重绿色环保理念,然而使用实心砖会造成资源的巨大浪费,因此空心砖的使用量急剧增长。生产空心砖需要大量的生态陶瓷材料,但相应的陶瓷材料的性能检测工具还很不完善。研制高性能生态陶瓷性能检测仪具有重要的现实意义。本文以陶瓷材料的综合性能为研究对象,进行陶瓷透气度性能检测仪的研制。
为了实现智能化和可视化,采用数据吞吐率高的ATmega128单片机作为系统的主控制芯片,用北京亚控公司的可视化高的组态王软件作整个陶瓷性能检测流程的监控系统。结合二者的优势,设计一个便于操作,检测精度高的陶瓷检测系统。
检测原理如下:室温下,检测在压力差为1 mm水柱时1 h内以层流状态通过厚度为1 cm、面积为1 m2的多孔陶瓷制品的气体立方数。
1 系统结构及组成
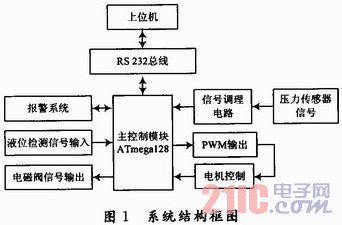
基于AVR ATmega128单片机和北京亚控公司的组态软件的陶瓷检测系统,主要由上层控制系统和下层节点控制单元构成,结构图如图1所示。上层控制系统由上位机控制软件、通信总线接口组成。下层控制单元由压力采集变送板、控制CPU、总线接口、压力传感器、压力反馈通信接口、液位传感器等部分组成的。系统采用了总线结构、模块化的设计方法,各部分组建方式灵活,并具有良好的可扩展性。控制系统还可外接通信模块,与上位机通信,将数据信息上传。AVR嵌入式控制器对执行机构发出控制指令,对电机的转速进行控制,从而实现对压力的检测与控制。
上位机控制部分:主要由总线接口和上位机两部分构成。其中总线接口一端和总线相连完成和总线的通信;另一端和上位机连接完成和上位机的通信。它的主要功能是将上位机的操作信号和控制参数传送给指定的下位机节点。同时,将节点的数据传输给上位机做进一步处理。它和上位机之间的通信是通过RS 232串行口和上位机交换数据。
现场控制部分:现场控制层为系统的底层,它首先由信号采集调理模块通过RS 232总线和上位机通信。然后由带有总线接口的变送器和执行器来实现具体操作,它们之间通过RS 485总线进行通信,完成全部的控制工作。
2 系统硬件设计
从功能上来划分,整个系统分为液位检测模块、PWM控制电机模块、恒压控制模块、信号采集调理模块、人机界面五部分。
主控模块采用Atmel公司的高性能、低功耗的8位AVR微处理器。由于其先进的指令集以及单时钟周期指令执行时间,ATmega128的数据吞吐率高达128 MIPS/MHz,从而可以减缓系统在功耗和处理速度之间的矛盾。JTAG接口通过JTAG接口实现对Flash、E2PROM、熔丝位和锁定位的编程。片内集成了数据采集和控制系统中常用的模拟、数字外设及其他功能部件:内置FLASH程序存储器、内部RAM,大部分器件内部还有位于外部数据存储器空间的RAM。高速、流水线结构的内核,真正10位、100KSPS的8通道ADC,512 KB的E2PROM,擦写寿命为100 000次。可工作于主机/从机模式的SPI串行接口具有独立片内振荡器的可编程看门狗定时器。





