・上一文章:明基显示器常见故障维修示意图
・下一文章:使用高压 LED 提高灯泡效率
二.PLC设计
1、任务分析
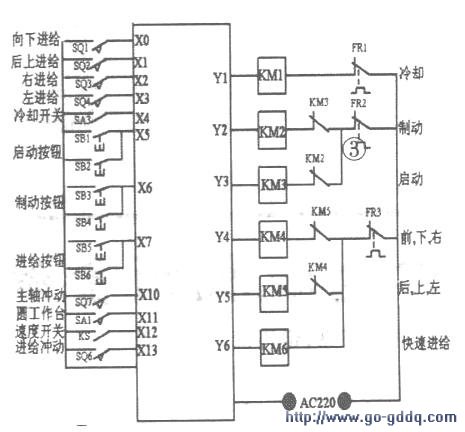
由上述分析可知,三个电动机主要是由KMI—KM6六个交流接触器控制,所以PLC主要是控制好这六个交流接触器的工作,将所有控制开关作为输入元件与PLC输入点(x)相连;交流接触器KMl~KM6作为输出元件和PLC的输出点(Y)相连,连线较为复杂的控制回路由PLC编程代替。为使梯形图程序具有正确的逻辑关系,首先必须仔细分析图2所示X62W万能铣床控制电路各部分的作用,以及各个器件功能,理清其逻辑关系。
2.PLC控制系统设计
根据X62W万能铣床所用的输入,输出点数,选用三菱FXIS-20MR-D型可编程控制器,根据X62W万能铣床控制电路分析,PLC控制系统的输入,输出地址分配如附表所示,PLC控制系统的输人,输出接线如下图所示。
3.PLC程序设计
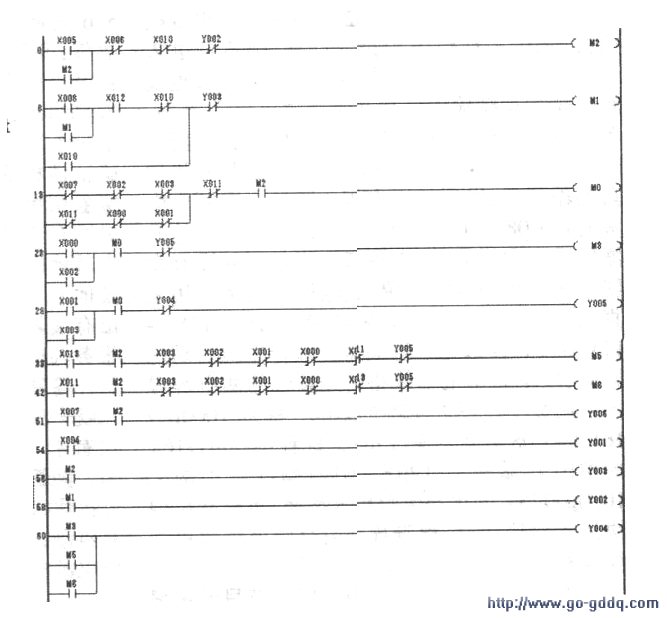
X62W万能铣床继电器控制原理图中包含许多互锁环节,在理清了各控制环节的逻辑关系后,根据原继电器电路逻辑关系的基本设计原则,利用SWOPC-FXGP/WIN-C软件设计出PLC控制梯形图,如下图所示。
三、安装调试
1、仿真调试
为了验证PLC程序设计的正确性,确保系统成功安装和调试,先进行模拟仿真。本制作利用天煌公司的“可编程逻辑控制器实验箱”进行模拟仿真,将程序写入PLC,利用六只发光二极管代替PLC输出端DY控制的六个继电器,用多个开关代替PLC输入端口X控制的按钮、位置开关、速度开关、冷却泵开关等。通过扳动各个开关,观察各发光二极管的亮灭情况,来验证程序设计与铣床控制电路的逻辑关系是否正确。
2.器件选用及电路安装
本设计虽然只是制作模拟的X62W型铣床控制系统,但为了更接近工程实际,达到逼真的模拟效果,故主电路采用了380V三相交流电,所以在元器件选用方面应尽量使用实际车床需要的元器件。由于PLC控制电路是低压24V,所以可以采用低压拨动开关和停止,启动按钮来控制。
电路中是所有位置开关sQ及速度继电器KS都采用拨动开关模拟。
安装电路前,应准备好必要的电工工具和仪表,并对各元器件进行测试,确定其好坏。安装时,应根据电流走向排布好各个器件。先固定好主要器件,如继电器和热继电器;三相主电路线路要用红黄蓝三种铜线走线,布线要横平竖直:PLC的接线端子最好安装在板的侧边,便于与PLC连线;PLC的控制电路和模拟位置开关最好做一个控制盒子,这样既美观,又容易接线;三个电机的接线端子应安装在板的下方,便于连接电动机。
安装好电路后,不要急于带电运行,要先用万用表测试各部分电路,确定电路连接正确,没有短路现象,经反复测试后方可带电试机。





