ЁЄЩЯвЛЮФеТЃКАТЕЯГЕЯЕЙІФмЪмЯоЁЂВЂДцгаЙЪеЯДцДЂЦїМЧТМP179EЁЂP179F
ЁЄЯТвЛЮФеТЃКДѓжкЯФРЪЫЂвўВиЙІФмЗНЗЈ
ЃЈ3ЃЉНЋЧЇЗжБэЃЈШчЭМ9-92жа1ЃЉзАШыЙЄОпЃЌНЋЙЄОпСЌЭЌвЧБэВхШы1КХЦћИзЕФЛ№ЛЈШћПкВЂЪЖБ№бЙЫѕГхГЬЕФTDCЁЃ

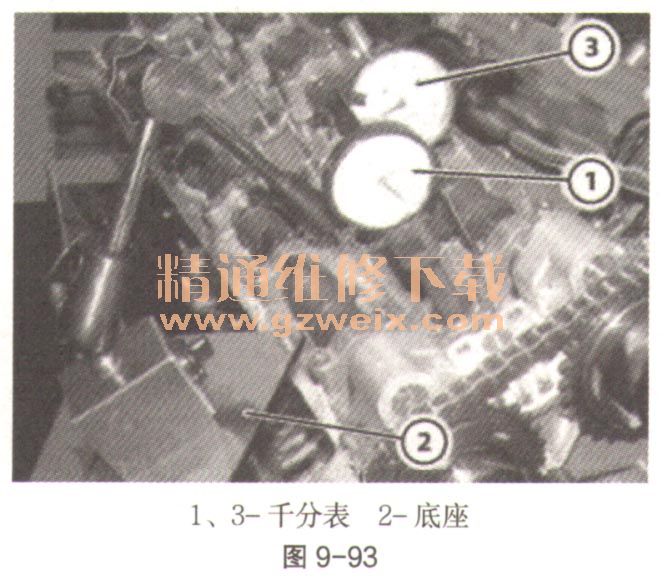
ЃЈ4ЃЉНЋДјгаДХзљЕФЧЇЗжБэЃЈШчЭМ9-93жа3ЃЉЕззљЃЈШчЭМ9-93жа2ЃЉАВзАЕНЦћИзИЧЕФНјЦјВрЁЃНЋЧЇЗжБэЗТаЮДЅЯњОЁПЩФмДЙжБППНє1КХЦћИзНјЦјУХжЎвЛЕФЭІИЫБЕФЖЅУцЃЌВтСПЦјУХЩ§ГЬВЂЪЙЧЇЗжБэЃЈШчЭМ9-93жа3ЃЉдкTDCДІЛиСуЁЃдкИУЮЛжУЃЌЭІИЫБПЩвддкЦфЯргІзљжаздгЩзЊЖЏЁЃЫГЪБеызЊЖЏЧњжс360°ЃЌвдНгНќЦјУХжиЕўЯрЮЛЃЌВЂМьВщКЭШЗШЯдкЭЙТжжсПЊЪМДђПЊЦјУХжЎЧАЃЌЧЇЗжБэЃЈШчЭМ9-93жа3ЃЉжИеыШдШЛжИЪОСуЁЃзЊЖЏЧњжсЃЌжБЕНЧЇЗжБэЃЈШчЭМ9-93жа1ЃЉжИЪОЩЯжЙЕуЁЃдкИУЮЛжУЃЌЧЇЗжБэЃЈШчЭМ9-93жа1КЭ3ЃЉвдМАЧњжсЩЯЕФНЧЖШМЦгІИУжИЪОСуЁЃЫГЪБеызЊЖЏЧњжсЃЌжБЕНЧЇЗжБэЃЈШчЭМ9-93жа1ЃЉжИЪОЪ§жЕ4.72mmЃЈЖдгІЩЯжЙЕужЎКѓ26°ЃЉЁЃдкИУЮЛжУЃЌЧЇЗжБэЃЈШчЭМ9-93жа3ЃЉгІИУжИЪО0.50ЁЋ0.70mmЁЃЪЙгУЙЬЖЈдкЯрЙиАВзАЕуЕФАтЪжЕїНкЭЙТжжсЕФЮЛжУЃЌвдЕУЕНе§ШЗЕФВЮПМжЕЁЃ
ЃЈ5ЃЉЙЬЖЈзЁЧњжсЃЌХЁНєТнЖЄЃЈШчЭМ9-94жа4ЃЉЃЌШЛКѓЩшжУ85°ЕФНЧЖШЃЌМьВщзюжеХЁНєСІОиЃЌТнЖЄдЄХЁНєСІОиЮЊ50N·m,ТнЖЄХЁНєСІОиЮЊ180÷200N·mЁЃ

ЃЈ6ЃЉМьВщВЂШЗШЯНјЦјЭЙТжжсЕФе§ЪБВЮЪ§БЃГждке§ШЗЕФЙЋВюЗЖЮЇФкЁЃдкЧЇЗжБэЃЈШчЭМ9-95жа1ЃЉШдШЛАВзАдк1КХЦћИзЛ№ЛЈШћПкжаЕФЧщПіЯТЃЌВтСПTDCЁЃНЋЧЇЗжБэЕФЕззљАВзАЕНЦћИз1ЕФХХЦјВрЃЌШУЗТаЮДЅЯњППдкХХЦјУХвЛЭІИЫБЖЅУцЁЃДгЩЯжЙЕуПЊЪМЃЌЪзЯШФцЪБеызЊЖЏЧњжсЃЌвЦЖЏЛюШћ5mmЃЌШЛКѓЫГЪБеызЊЖЏЧњжсЃЌвЦЖЏЛюШћ4.25mmЃЌвдДяЕНзмЙВ0.75mmЃЈЖдгІЩЯжЙЕужЎЧА10°ЃЉЁЃЪЙЧЇЗжБэЃЈШчЭМ9-95жа3ЃЉЛиСуЃЌгУгкВтСПЦјУХЩ§ГЬЁЃЫГЪБеызЊЖЏЧњжсЃЌжБЕНХХЦјУХЭъШЋЙиБеЁЃдкИУЮЛжУЃЌЧЇЗжБэЃЈШчЭМ9-95жа3ЃЉгІИУжИЪО0.50ЁЋ0.70mmжЎМфЕФЪ§жЕЁЃЪЙгУЙЬЖЈдкЯрЙиАВзАЕуЕФАтЪжЕїНкЭЙТжжсЕФЮЛжУЃЌвдЕУЕНе§ШЗЕФВЮПМжЕЁЃ

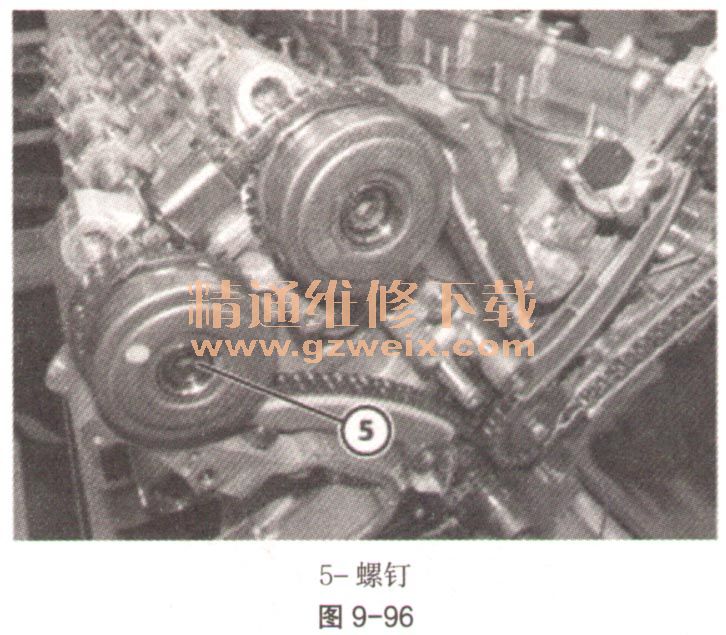
ЃЈ7ЃЉЙЬЖЈзЁЧњжсЃЌХЁНєТнЖЄЃЈШчЭМ9-96жа5ЃЉЃЌШЛКѓЩшжУ85°ЕФНЧЖШЃЌМьВщзюжеХЁНєСІОиЃЌТнЖЄдЄХЁНєСІОиЮЊ50N·mЃЌТнЖЄХЁНєСІОиЮЊ180÷ 200N·mЁЃ
ЃЈ8ЃЉМьВщВЂШЗШЯХХЦјЭЙТжжсЕФе§ЪБВЮЪ§БЃГждке§ШЗЕФЙЋВюЗЖЮЇФкЁЃ





