ЁЄЩЯвЛЮФеТЃКВ§КгББЖЗаЧЗЂЖЏЛње§ЪБаЃЖдЗНЗЈ
ЁЄЯТвЛЮФеТЃКжааЫЮоЯодНвАГЕЃЈ491 QEЃЉЗЂЖЏЛње§ЪБаЃЖдЗНЗЈ
е§ЪБДјАВзАЗНЗЈ
ЃЈ1ЃЉБЃГж1ИзЛюШћЮЛгкбЙЫѕааГЬЩЯжЙЕуЮЛжУЁЃ
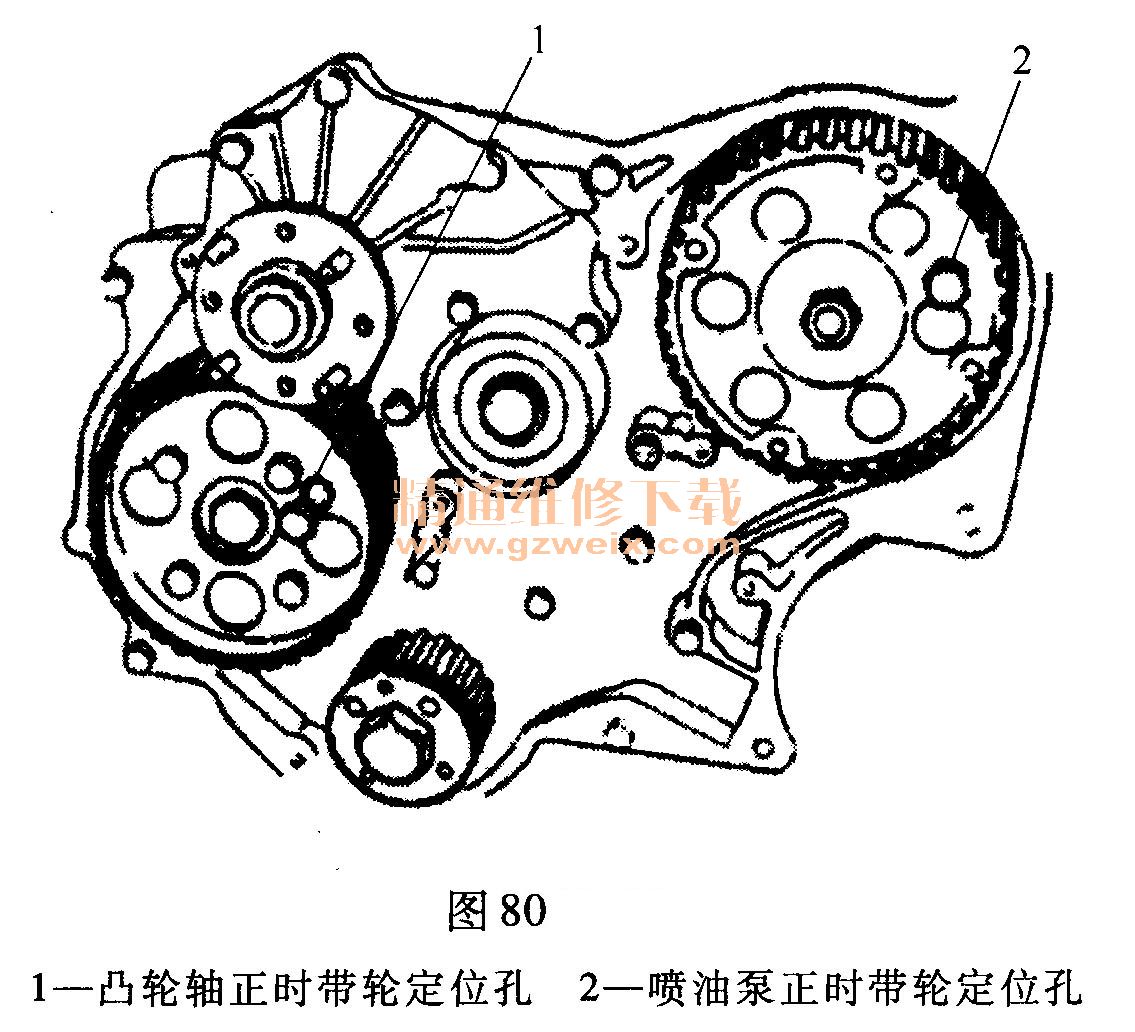
ЃЈ2ЃЉНЋДјТжЪвЩЯЕФЭЙЦ№БъМЧ1гыЧњжсе§ЪБДјТжЩЯе§ЖдМќЕФШБПк2ЖдЦыЃЌШчЭМ79ЫљЪОЁЃ

ЃЈ3ЃЉШчЭМ80ЫљЪОАВзАСНИіЙЄвеЖЈЮЛТнЫЈЃЌЗжБ№НЋЭЙТжжсе§ЪБДјТж1КЭХчгЭБУе§ЪБДјТж2е§ШЗЖЈЮЛдке§ЪБЖЈЮЛПзДІЁЃ
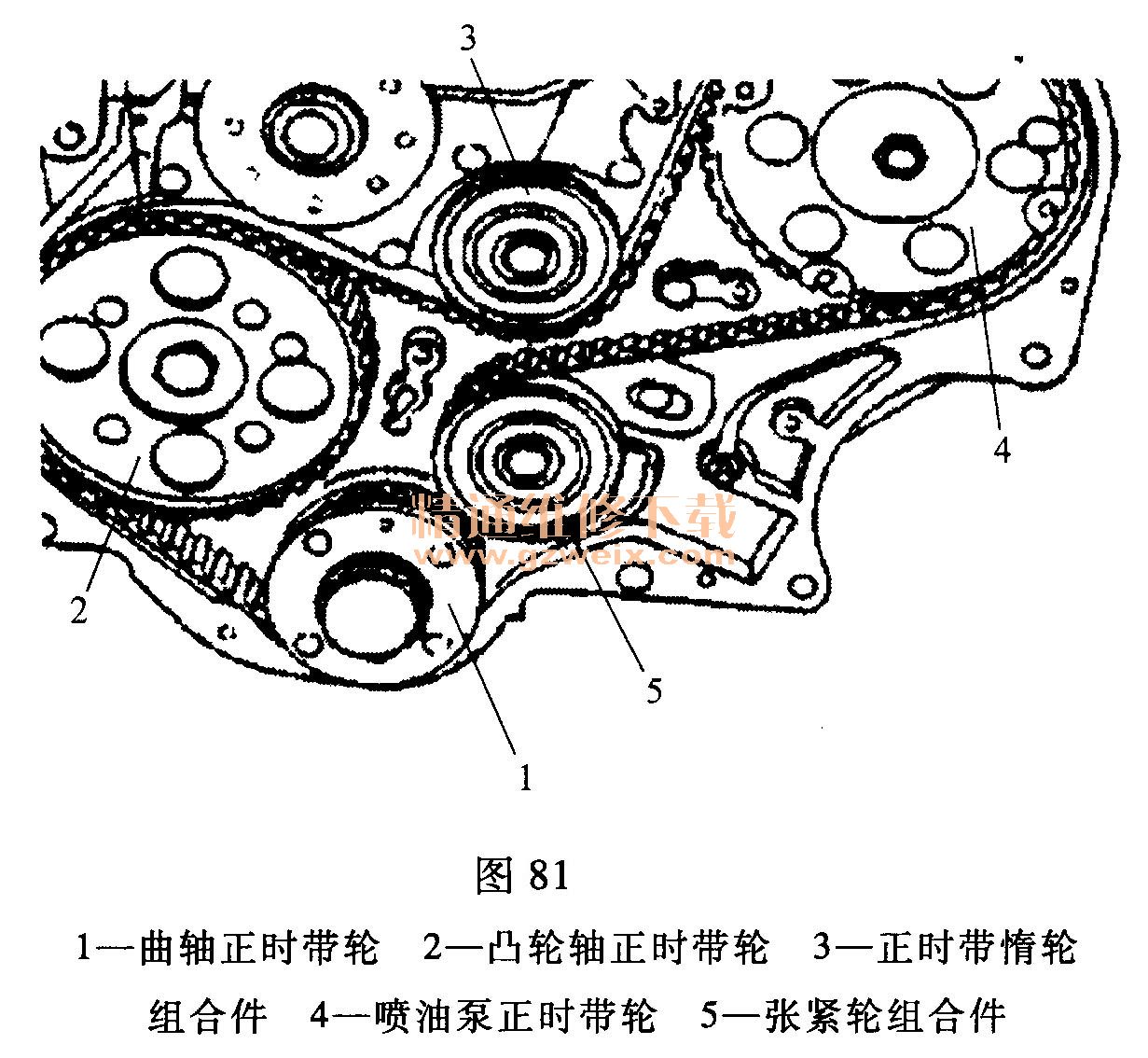
ЃЈ4ЃЉАДееШчЭМ81ЫљЪОЕФЪ§зжЫГађНЋе§ЪБДјвРДЮЬздкЧњжсе§ЪБДјТж1ЁЂЭЙТжжсе§ЪБДјТж2ЁЂе§ЪБДјЖшТжзщКЯМў3ЁЂХчгЭБУе§ЪБДјТж4ЩЯЃЌе§ЪБДјЩЯЕФе§ЪББъМЧгыИїДјТжЩЯЕФБъМЧгІШчЭМ82КЭЭМ83ЫљЪОвЛвЛЖдгІЁЃ

ЃЈ5ЃЉНЋеХНєТжзщКЯМў5АВзАЕНДјТжЪвЩЯЁЃ
ЃЈ6ЃЉгУТнЫЈНЋеХНєТжзщКЯМўЙЬЖЈЃЌЕЋднЪБВЛХЁНєЃЌШЗБЃеХНєТжзщКЯМўФмЙЛвЦЖЏздШчЁЃ
ЃЈ7ЃЉАВзАеХНєРИЫЃЈгаСНжжЃКЗжБ№ЪЧЗЂЖЏЛњздДјРИЫКЭМгГЄзЈгУРИЫЃЉЁЃ
ЃЈ8ЃЉНЋЭЙТжжсе§ЪБДјТжКЭХчгЭБУе§ЪБДјТжЩЯЕФЙЄвеЖЈЮЛТнЫЈаЖЯТЁЃ
ЃЈ9ЃЉАДЭМ84ЫљЪОЖдеХНєРИЫЪЉМгеХНєСІЃЈЙвьюТыЛђЙвЕЏЛЩГгЃЉЁЃ

ЃЈ10ЃЉВЩгУздДјеХНєРИЫЪБЃЌьюТыжЪСПЮЊ12kgЃЛВЩгУМгГЄеХНєРИЫЪБЃЌьюТыжЪСПЮЊ4.0ЁЋ4. 5 kg ЁЃьюТыДЙжБЙвдкеХНєРИЫЕФЕіЙГЩЯЁЃВЩгУЕЏЛЩГгЪБЃЌРСІДѓаЁгІгыЫљгУЕФьюТыжиСПЯрЖдгІЃЌЧввВгІДЙжБЯђЯТЁЃ
ЃЈ11ЃЉгУЪжХЁНєСЌНгеХНєТжзщКЯМўЕФАВзАТнЫЈЁЃ
ЃЈ12ЃЉЮЌГжьюТыЛђЕЏЛЩГгзїгУСІЃЌФцЪБеыа§зЊЧњжс45°ЧњжсзЊНЧЃЌШчЭМ85ЫљЪОЁЃ

зЂвтЃКдкеХНєе§ЪБДјЪБзЊЧњжсЁЃ
ЃЈ13ЃЉгУХЄСІАтЪжНЋеХНєТжзщКЯМўАВзАТнЫЈХЁНєжСЃЈ85±5ЃЉN·mЁЃ
ЃЈ14ЃЉзюКѓШЁЯТьюТыЛђГЗЯњзїгУСІЃЌЫГЪБеыа§зЊЧњжсЕН1ИзЛюШћЩЯжЙЕуЮЛжУВЂЖдКУМЧКХЃЌМьВщИїе§ЪБДјТжЙЄвеЖЈЮЛПзЪЧЗёгыДјТжЪвТнЮЦПзЖде§ЁЃШєЮДЖде§гІжиаТАВзАе§ЪБДјЁЃ
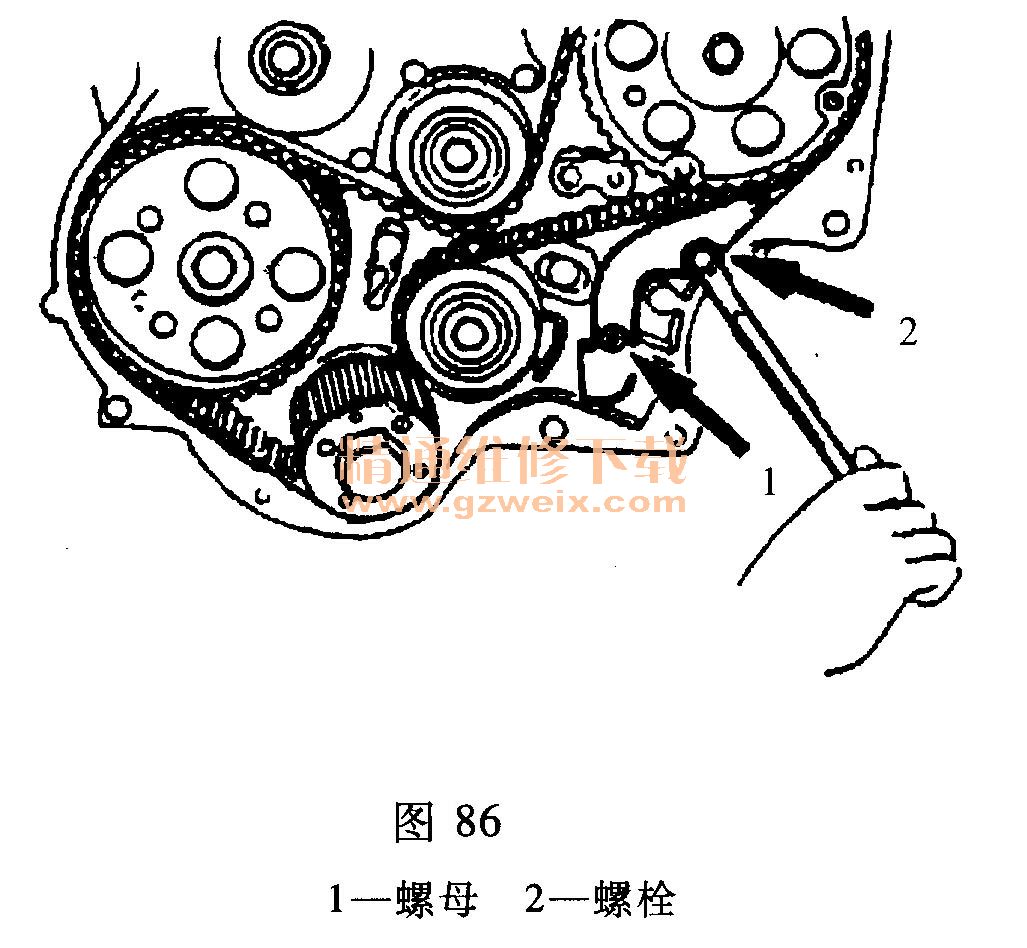
ЃЈ15ЃЉНЋЙЬЖЈеХНєРИЫЕФТнФИ1КЭТнЫЈ2ХЁНєЃЌШчЭМ86ЫљЪОЁЃ
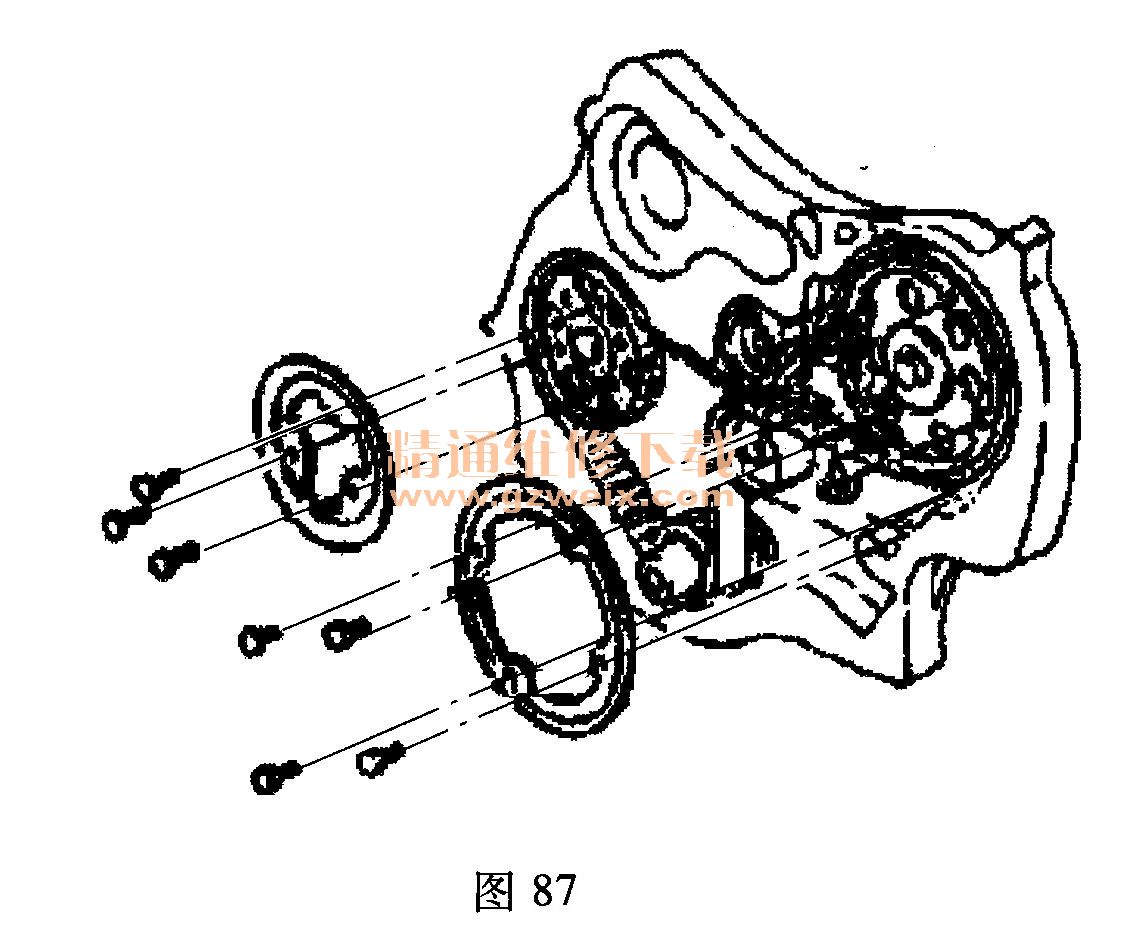
ЃЈ16ЃЉАВзАЭЙТжжсКЭгЭБУДјТжбЙАхЭМ87ЫљЪОЁЃ
ЃЈ17ЃЉАВзАДјТжЪвИЧЁЂЫЎБУзмГЩЁЃ
ЃЈ18ЃЉзюКѓАДвЊЧѓЕїећЦјУХМфЯЖЁЃ





