ЁЄЩЯвЛЮФеТЃК2016ФъздгЩЙт2. 0LЗЂЖЏЛње§ЪБаЃЖдЗНЗЈ
ЁЄЯТвЛЮФеТЃК2011ФъЦцШ№E5 1.5L 477FЗЂЖЏЛње§ЪБаЃЖдЗНЗЈ
1ЃЎе§ЪБСДЕЅдЊВ№аЖВНжш
1ЃЉа§ЯТ2ИіаќжУЫЋЭЗТнжљЁЃ
2ЃЉВ№аЖе§ЪБежЁЃ
3ЃЉВ№аЖе§ЪБСДЬѕеХНєЦїЁЃ
4ЃЉВ№аЖе§ЪБСДЬѕЕМЯђАхКЯМўЁЃ
5ЃЉВ№аЖе§ЪБСДЬѕеХНєАхКЯМўЁЃ
6ЃЉШЁЯТе§ЪБСДЬѕЃЌЧњжсСДТжМА2ИіЧњжсСДТжЕцШІЁЃ
7ЃЉгУДєАтЪжПЈзЁНјЦјЭЙТжжсЃЌа§ГіНјЦјVVTзщМўТнЫЈЃЌШЁЯТНјЦјVVTзщМўМАVVTЕцШІЁЃ
8ЃЉгУДєАтЪжПЈзЁХХЦјЭЙТжжсЃЌа§ГіХХЦјVVTзщМўТнЫЈЃЌШЁЯТХХЦјVVTзщМўМАVVTЕцШІЁЃ
зЂвтЃКVVTзщМўТнЫЈЮЊгва§ТнЫЈЃЌФцЪБеыа§ШыЃЌЫГЪБеыа§ГіЁЃ
9ЃЉаЖЯТЛњгЭБУСДЬѕЕМЯђАхЁЂЛњгЭБУСДЬѕеХНєАхЁЂЛњгЭБУСДЬѕеХНєАхХЄЛЩЁЃ
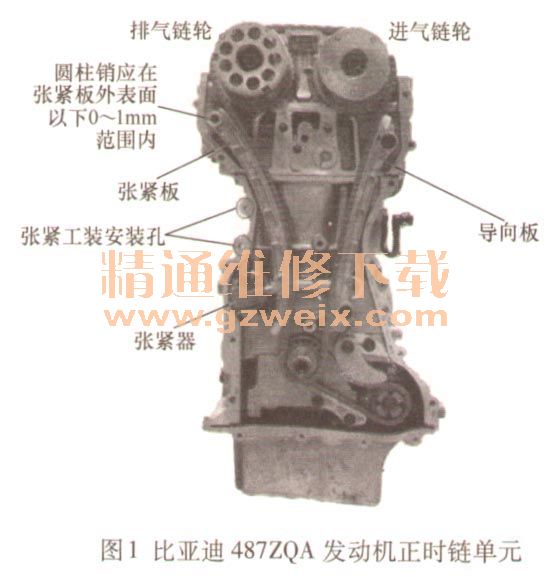
10ЃЉгУЛњгЭБУСДТжЗРзЊЙЄОпЙЬЖЈЛњгЭБУСДТжЃЌа§ГіЛњгЭБУСДТжТнЫЈЃЌШЁЯТЛњгЭБУСДТжЁЂЛњгЭБУСДЬѕЁЂЛњгЭБУЧ§ЖЏСДТжЁЂ1ИіЧњжсСДТжЕцШІЁЃЗЂЖЏЛње§ЪБДјВПМўЮЛжУШчЭМ1ЫљЪОЁЃ
2ЃЎе§ЪБСДЕЅдЊАВзАВНжш
1ЃЉНЋ1ИіЧњжсСДТжЕцЦЌАВзАЕНЧњжсКѓЖЫЃЌдйНЋЛњгЭБУЧ§ЖЏСДТжзАШыЧњжсКѓЖЫЁЃ
2ЃЉНЋЛњгЭБУСДЬѕЙвЕНЛњгЭБУСДТжКЭЛњгЭБУЧ§ЖЏСДТжЩЯЃЌдйНЋЧњжсСДТжЁЂЛњгЭБУСДТжЭЌЪБЗжБ№зАШыЧњжсЁЂЛњгЭБУзЊзгжсЖдгІЮЛжУЩЯЁЃЛњгЭБУСДТжЩЯЕФШБПкЖдзМзЊзгжсЩЯЕФШБПкЃЌШчЭМ2ЫљЪОЁЃ

3ЃЉЪЙгУЛњгЭБУСДТжЗРзЊЙЄОпПЈзЁЛњгЭБУСДТжЃЌХЁНєТнЫЈжСЙцЖЈСІОиЁЃ
4ЃЉАВзАЛњгЭБУСДЬѕЕМЯђАхЃЌдкгыСДЬѕНгДЅВПЗжашЭПФЈЪЪСПЛњгЭЁЃ
5ЃЉНЋЛњгЭБУСДЬѕеХНєАхХЄЛЩАВзАЕНЛњгЭБУСДЬѕеХНєАхЩЯЃЌдйНЋСНепвЛЦ№АВзАЕНИзЬхЩЯЃЌВЂдкЛњгЭБУСДЬѕеХНєАхгыСДЬѕНгДЅВПЗжЭПФЈЪЪСПЛњгЭЁЃАВзАЭъБЯЃЌЛњгЭБУСДЬѕеХНєАхгІзЊЖЏСщЛюЁЃ
6ЃЉгУЭЙТжжсЖЈЮЛЙЄОпНЋНјЁЂХХЦјУХЭЙТжжсЖЈЮЛдк1ИзбЙЫѕааГЬЩЯжЙЕуЮЛжУЁЃ
7ЃЉНЋХХЦјVVTзщМўзАХфЕНХХЦјЭЙТжжсЩЯЃЌНЋХХЦјVVTзщМўТнЫЈа§ШЫОрРыЬљКЯУц2mmЕФЮЛжУЃЌБЃГжХХЦјVVTзщМўздгЩзЊЖЏЃЌВЂЗРжЙХХЦјVVTзщМўЕєТфЁЃ
8ЃЉНЋНјЦјVVTзщМўзАХфЕННјЦјЭЙТжжсЩЯЃЌНЋНјЦјVVTзщМўТнЫЈа§ШЫОрРыЬљКЯУц2mmЕФЮЛжУЃЌБЃГжНјЦјVVTзщМўздгЩзЊЖЏЃЌВЂЗРжЙНјЦјVVTзщМўЕєТфЁЃ
зЂвтЃКНЋVVTЕцШІАВзАЕНЮЛЃЌВЛЕУТЉзАЁЂЖрзАЁЃАВзАVVTТнЫЈЧАЃЌашдкТнЫЈЭЗВПЭПФЈЪЪСПЛњгЭЁЃ
9ЃЉНЋе§ЪБСДЬѕЕМЯђАхАВзАЕНе§ЪБСДЬѕЕМЯђАхЭаАхЩЯЁЃ
10ЃЉНЋ2Иіе§ЪБСДЬѕЕМЯђАхТнЫЈЕцЦЌАВзАЕНе§ЪБСДЬѕЕМЯђАхКЯМўЩЯЃЌдйНЋе§ЪБСДЬѕЕМЯђАхКЯМўАВзАЕНИзЬхЩЯЃЌХЁНєТнЫЈжСЙцЖЈСІОиЁЃ
11ЃЉдке§ЪБСДЬѕЭаМмКЯМўгыСДЬѕНгДЅВПЗжЃЌвдМАе§ЪБСДЬѕЕМЯђАхКЯМўгыСДЬѕНгДЅВПЗжЃЌЭПЪЪСПЛњгЭЁЃЭЈЙ§СДЬѕЕМЯђАхНЋе§ЪБСДЬѕЙвЕНХХЦјVVTзщМўСДТжЁЂНјЦјVVTзщМўСДТжКЭЧњжсСДТжЩЯЁЃ
12ЃЉНЋе§ЪБСДЬѕеХНєАхЕцПщМАе§ЪБСДЬѕеХНєАхЃЌе§ШЗАВзАЕНе§ЪБСДЬѕеХНєАхЭаАхЩЯЁЃ
13ЃЉНЋАВзАеХНєАхЕФдВжљЯњбЙЕНЦјИзИЧЩЯЁЃ
14ЃЉАВзАе§ЪБСДЬѕеХНєАхКЯМўЃЌгыСДЬѕНгДЅВПЗжЭПЪЪСПЛњгЭЃЌМћЭМ3ЁЃ

15ЃЉАВзАе§ЪБСДЬѕеХНєЦїЃЌВЂдкФІВСУцЩЯЭПЪЪСПЛњгЭЁЃАЮЯТеХНєЦїЫјЖЈЯњЃЌЪЙСДЬѕеХНєЁЃ
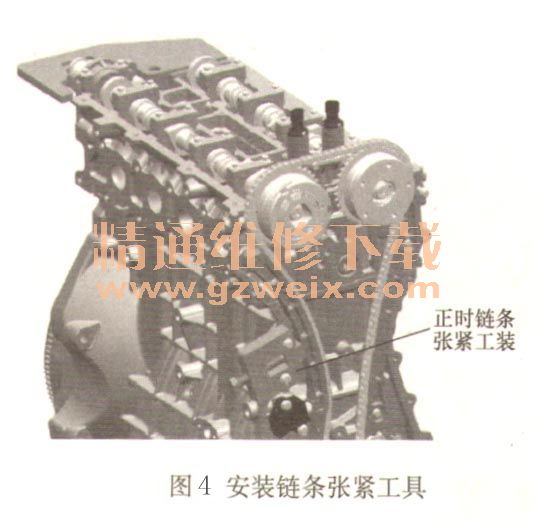
16ЃЉНЋе§ЪБСДЬѕеХНєЙЄОпАВзАЕНЮЛЃЌМћЭМ4ЁЃ
17ЃЉХЁНєVVTзщМўТнЫЈжСЙцЖЈСІОиЃЌаЖЯТе§ЪБСДЬѕеХНєЙЄОпЁЃзЂвтХЁНєVVTзщМўТнЫЈЪБЃЌашгУДєАтЪжПЈзЁЭЙТжжсЃЌЗРжЙЭЙТжжсзЊЖЏЃЌЗёдђНЋЫ№ЛЕЭЙТжжсЁЃ





