・上一文章:采用图像传感器ME1010的计花器设计
・下一文章:基于红外传感器的楼宇人数统计系统的设计
摘要:为提高烧结质量,满足现代工业生产工艺需求,以先进的自动化控制设备为核心,以基于友好的人机界面为交流窗口,采用智能控制技术来控制烧结炉运行的烧结工艺正逐步显示出其优良的特性与强大便捷的操作功能。阐述了几种烧结炉温控方式,并在此基础上提出和设计了一种基于模糊PID控制的新方法来控制烧结炉炉温。
关键词:PLC;烧结炉;模糊控制;烧结温度
0 引言
真空脱蜡烧结一体炉可一次性完成脱胶、烧结、冷却和收取成型剂的全套工艺流程。其在传统烧结炉结构的基础上增加了一个石墨内胆,并采用低压载气脱蜡工艺,经收蜡装置分离出粘结(成型)剂后,余气以多种方式排出。由于采用了上述工艺方式,成型剂在炉内不会接触冷的表面及在炉内积存,也不会污染保温层和发热体。真空烧结是硬质合金的主要生产工艺,该烧结工艺要求真空脱蜡烧结一体炉的炉温必须按照相应需烧结产品烧结过程中的升温曲线进行控制,跟踪误差和超调量都有严格的指标要求。由于真空炉的动态特性具有非线性、时变性等特点,如纯滞后时间随炉温大范围非线性变化,单炉烧结的产品重量不等导致热惯性差别很大等。因此真空炉的温度控制是个难题。
模糊理论是在模糊集合理论的数学基础上发展起来的。模糊集合理论是由Zadeh教授于1965年创立的。主要包括模糊集合理论、模糊逻辑、模糊推理等方面的内容。经典控制理论是建立在系统的精确数学模型基础之上,而模糊控制方法则无需知道被控对象精确的数学模型,对时变、滞后及多输入多输出等复杂系统都能进行有效控制。模糊控制具有内在的并行处理机制,对被控对象的特性变化不敏感,具有极强的鲁棒性。为保证控制精度及尽量避免系统的复杂性,模糊控制器一般采用二维结构,及以偏差e及ec作为控制器的输入。反模糊化方法主要有最大隶属度法、重心法(加权平均法)及取中位数法。
1 传统温控方式
1.1 由PLC、触摸屏构成的过程控制系统
这种工业过程控制系统由PLC执行现场控制,微机进行复杂的控制计算、提供图形化的过程控制界面来确保系统的全自动性和可重复性。电气设备操作人员只需关注设备监控系统界面并控制触摸屏即可对现场设备进行操作。此方案控制方法先进,温度控制品质能得到保障。缺点是技术改造受现场环境条件制约,且成本高,不易在中小型企业推广。目前该方法主要用在一些大型压力真空炉上,如德国PVATepla公司的COD真空加压烧结炉和AID真空工业股份公司的过压真空烧结炉。
1.2 由智能温控器组成单回路控制系统
(1)以日本岛电公司高精度FP21、FP23、FP93型PID程序调节器,千野KP1000系列程序调节仪,日本横河uP350/550,750温控仪等为代表,采用多组PID控制的方案,各组PID参数随SV(设定值)自动切换。
(2)以英国欧陆公司2400系列PID调节器和厦门宇电公司AJ-808P人工智能工业调节器等为代表,采用单组PID控制的方案,控制过程中当意识到发生了振荡和过冲时(误差值的偏差超出一定标准),仪表会进行自适应运算,自动调整并修改PID参数或修改输出值来降低误差。
2 本文提出的智能温控方式
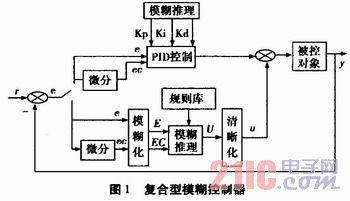
为对硬质合金烧结过程中的烧结温度进行有效控制,可采用具有一定智能化的自适应模糊PID控制器。该控制器采集输入设定值与反馈值之间的偏差E及偏差的变化率EC作为模糊控制器的输入,通过相应的模糊规则将其模糊量化处理,之后再对处理后的数据进行模糊推理与模糊决策,找出PID的三个参数与E和EC之间的模糊关系,并进行模糊合成及反模糊化,便可产生相应的实际控制量Kp、Ki、Kd,在进行PID调节器调节后,便可对控制对象进行控制。
如图1所示,偏差e可根据被控系统要求进行切换,以满足不同控制要求。系统可根据偏差e的偏差变化大小及其变化趋势对炉温进行控制,控制系统可据此采用常规模糊控制或模糊PID控制。其突出特点是可以对PID的三个参数进行在线预估,并且可以通过切换来比较控制效果,并据此采取进一步的优化措施。由于对偏差e进行了切换处理,增强了控制器的适应性,这种将PID与模糊控制相融合的方式不仅对烧结炉的温控系统有益,而且对其他大滞后、强耦合的控制系统均有很高的参考价值。
3 结束语
本文针对真空脱蜡烧结一体炉在硬质合金生产烧结过程中烧结温度难以控制的问题,采用智能化的模糊控制方法,并与传统的PID控制器相结合,以偏差切换为控制方式转换开关,提出了一种复合型的模糊控制器,该模糊控制器不依赖于被控对象精确的数学模型,可有效地满足生产工艺要求。实践证明,此方法控制精度高,控制效果好。





