・上一文章:频谱仪矢量信号分析的应用
・下一文章:智能天线的测试
本文所设计的纸传动控制系统为应用美国AB变频器和西门子PLC所组成的控制网络来完成造纸机电气控制系统设计的;其电气传动控制系统是基于S7-300 PLC三级控制的交流变频调速控制系统。
1 、纸机对电气传动控制系统的要求
该造纸机的系统结构总图如图1所示。
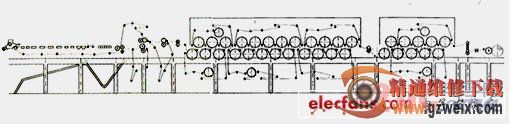
图1 系统结构总图
该纸机正常运行对电气传动控制系统的要求基本有以下几点。
1.1纸机传动系统要有一定的稳速精度和快速动态响应。其中稳态精度±0.02-- 0.01%,动态精度0.1%-- 0.05%;
1.2工作速度要有较宽、均匀的调节范围,适应生产不同品种、定量的需要。调节范围为I=1:10之间;
1.3各传动分部间速比稳定、可调。为了使纸机可以生产良好的纸页和提高纸机正常工作时间,纸机各分部的速度必须是稳定、可调的。各分部的调速范围为±8~10%;
1.4 爬行速度。为方便检查、清洗聚酯网、压榨毛毯、以及检查各分部的运行情况,各分部应具有15~30米/分可调的爬行速度。但这样低速运转时间不宜过长,以减少无效的运行和机械磨损;
1.5 具有刚性或柔性连接的传动分部间,在维持速度链关系基础上,还须具有负荷动态调整的功能,以免造成由于负荷动态转移而引起有的分部因过载而过流,有的分部因轻载而过压;
1.6 各分部具有微升、微降功能,必要的显示功能,如线速度、电流、运行、故障信号等。相关联的分部具有单动、联动功能;
1.7 纸机传动控制系统,应具有良好接口能力,可与QCS控制、蒸汽控制等子系统上联上位工控机及工厂管理级计算机;
2 、纸机控制系统结构
我们的选型原则是:优化设计,程序通用化,界面美观化,使整个控制系统稳定性好、可靠性高、鲁棒性强。
纸机控制系统结构图如图2所示。该控制系统采用交流变频分部传动控制,三级控制方式。第一级为驱动级,变频器采用AB公司系列变频器,由闭环控制编码器反馈板,组成闭环控制系统。第二级为PLC控制系统,采用西门子S7-300 PLC , S7-300与变频器组成Modbus总线控制网络,通讯速率可达19.2Kbit/s,并完成自动卷取及辅助部分的机电一体化功能;第三级为上位控制系统,采用DELL公司工控机,用于纸机传动系统状态监控,实现整个纸机自动控制。并可通过工业以太网与QCS系统、DCS系统、厂级管理级等联网,可实现纸机控制系统优化控制。
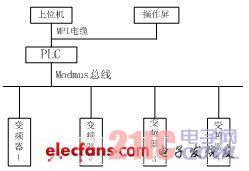
图2 控制系统结构图
3、 纸机电气传动控制系统的设计
3.1 系统硬件选型
硬件选择依据系统的控制精度、通讯速度、响应时间、高性价比、高可靠性的原则,选用SIEMENS S7 314PLC、CP340通信处理器,作为系统主控单元,控制整个系统。上位机选用采用DELL工控机,配置为“PIV2.0G/21”,用于纸机传动系统状态监控。
变频器选用Allen-Bradley公司的powerflex系列高性能矢量变频器,它设计紧凑,节省空间,给用户提供强大的电机速度控制功能,最大起动转矩可达150%的电机额定转矩;可变的PWM允许变频器在低频下输出更大的电流,数字PID功能提高了应用的灵活性,计时器、计数器、基本逻辑和步序逻辑功能可以减少硬件设计成本并简化控制方案,总之,powerflex系列高性能矢量变频器





