・上一文章:基于数字机顶盒的电子菜单的设计与实现
・下一文章:基于S3C2440和嵌入式Linux的扩展串口设计
摘要:为了提高PCB板制作的效率,改变传统的化学腐蚀制板工艺,使用机械仿形铣制作电路板的方法,设计了以ATMEGA16单片机为核心部件的PCB板雕刻机控制系统。其中包括PCB雕刻机的基本功能、主要硬件电路设计和软件的实现流程,并给出了相关设计电路。重点分析了雕刻机步进电机的驱动电路以及主轴电机的驱动电路,该雕刻机经实际运行,系统工作良好,可有效提高PCB板的制作效率。
关键词:ATMEGA16;PCB;A3977;雕刻机;主轴电机
随着通信、计算机、消费电子等产业的飞速发展,印刷电路板(PCB)行业也在快速发展,并给电子制造装备提出越来越高的要求。在现代电子产品中,PCB成为电子产品的重要组成部分。在现代电子产品中,PCB成为电子产品的重要组成部分。
目前,电路板制作技术通常采用的是化学腐蚀制板工艺,并且这种制板技术仍在继续沿着大批量生产的方向发展。然而,并不是所有的产品、机构都需要这样的量产成果,他们需要的是小批量或者极小批量PCB制作能力,需要柔性的随需制作能力。所以,有必要对PCB板雕刻机进行研究。
鉴于此,本文设计了一款使用机械仿形铣制作电路板的方法,大大缩短了研发周期,提高了设计成功率。
1 系统的总体设计
根据对PCB板雕刻机的分析,设计了一款以ATMEGA16单片机作为主控芯片的雕刻机,系统包括上下位机通讯模块(包括串行传输和并行传输接口扩展模块)、主轴电路模块、存储器扩展模块(包括程序存储器扩展和数据存储器扩展)、键盘电路模块、液晶显示器接口电路模块、步进电机驱动模块、单片机复位电路等几部分。
系统组成框图如图1所示。
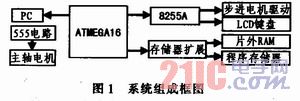
在本系统中,采用AVR系列产品ATMEGA16作为控制芯片,使该系统拥有独立的微处理器和独立控制主板电源等,具有实用可靠和稳定的特点。其中PC机用来处理加工数据,转换成下位机需要的数据格式,并传输数据。在与上位机的通讯中,本设计采用PC并行口的数据传输方式。实验证明,满足雕刻机高速加工的要求。系统扩展8255 A作为并行口输出,A口用于控制X、Y向步进电机的方向和进给脉冲。B口用于向LCD写显示数据,C口用于输出LCD的控制信号。由于ATMEGA16只有16 K字节的系统内可编程Flash、512字节EEPROM和1 K字节SRAM,无法满足雕刻机程序以及数据的存储。故需要通过扩展片外程序存储器以及数据存储器,来满足加工时的要求。系统中的主轴转速的控制,采用独立于ATMEGA16的电路。本设计中,通过555电路来产生脉冲信号,来驱动主轴电机的转动。
2 功能模块设计
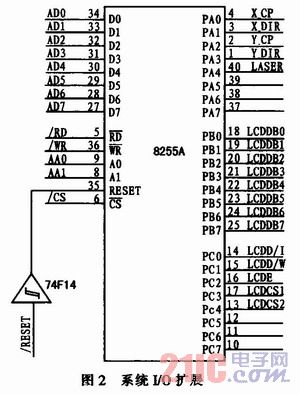
2.1 系统扩展模块
ATMEGA16单片机共有4个并行的I/O端口,PA、PB、PC和PD口。虽然看起来I/O端口比较多,但PA口同时作为存储器扩展口;PB口用来与上位机的通信;PD口具有定时中断功能,可以产生PWM脉冲信号。这样当构成单片机系统后,只剩下PC口作为一般的I/O口使用。这对于稍大、稍复杂的系统而言,难以满足应用上的需求,在设计中常需进行I/O口的扩展。在单片机外部扩展I/O口时,本设计使用8255A芯片,扩展电路如图2所示。8255A的输出端口连接步进电机的驱动电路以及LCD显示电路。