ЁЄЩЯвЛЮФеТЃКДДЮЌ6D20ЛњаОПЊЙиЕчдД
ЁЄЯТвЛЮФеТЃКВ§КгСхФОGRAND VITARAЃЈГЌМЖЮЌЬиРЃЉЃЈM16AаЭЗЂЖЏЛњЃЉе§ЪБаЃЖдЗНЗЈ
ЃЈЖўЃЉе§ЪБВПМўЕФАВзА
е§ЪБВПМўЕФАВзАВНжшКЭЗНЗЈШчЯТЁЃ
1ЃЎАВзАздЖЏеХНєЦїЁЃШчЙћЖЈЮЛЯњвбВхШыЃЌИЫЕФЭЙГіСПгІЮЊ5 mmЁЃ
ЃЈ1ЃЉШчЙћздЖЏеХНєЦїИЫБЃГжШЋВПЩьГіЃЌдђИљОнвдЯТВНжшЕїећЁЃ
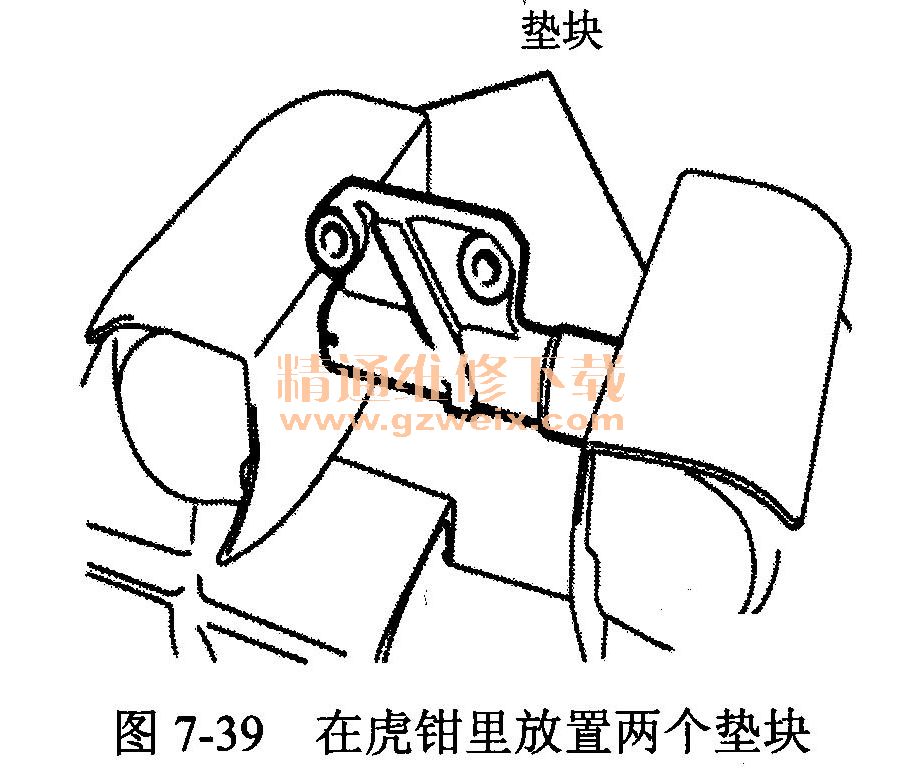
ЃЈ2ЃЉШчЭМ7-39ЫљЪОЃЌдкЛЂЧЏРяЗХжУСНИіЕцПщЃЌШЛКѓНЋздЖЏеХНєЦїЗХдкЛЂЧЏРяЁЃ
ЃЈ3ЃЉТ§Т§бЙЫѕздЖЏеХНєЦїЕФЭЦИЫЃЌжБжСЭЦИЫЕФЯњПзAгыЦћИзжаЕФЯњПзBЖдЦыЃЌШчЭМ7-40ЫљЪОЁЃ
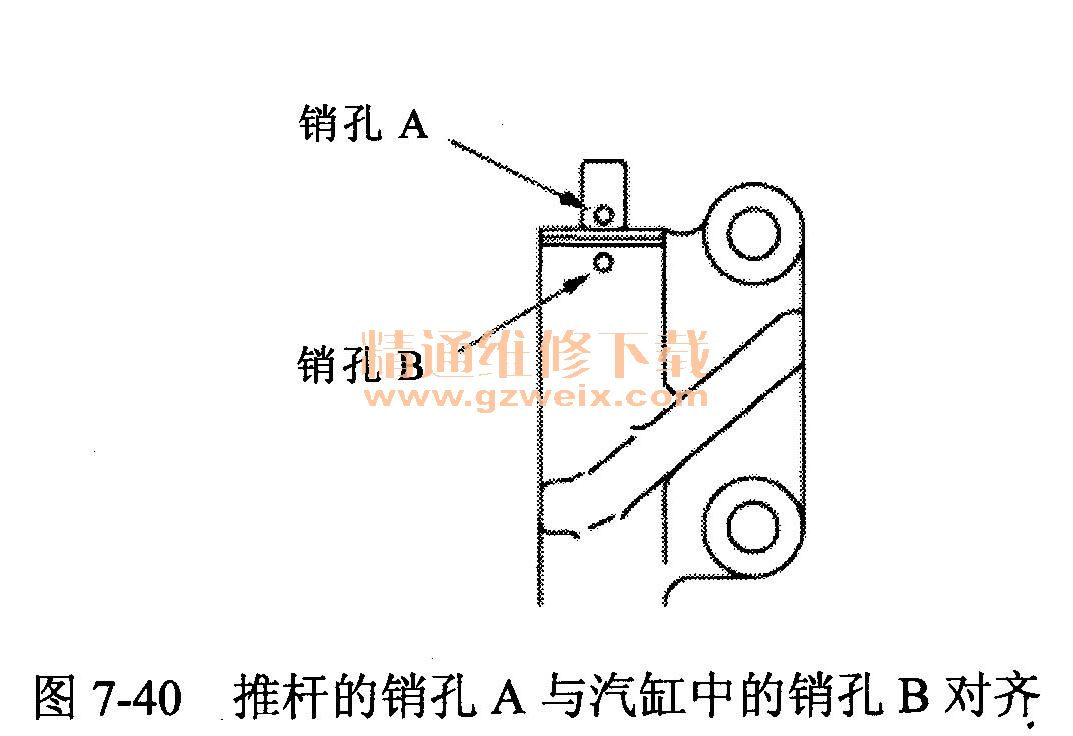
ЃЈ4ЃЉвЛЕЉЖдЦыЃЌНЋЖЈЮЛЯњВхШыЯњПзЁЃ
зЂЃКШчЙћИќЛЛздЖЏеХНєЦїЃЌдђЯњвбВхШыаТМўЕФЯњПзЁЃ
2ЃЎАДвдЯТЗНЗЈАВзАздЖЏеХНєЦї
ЃЈ1ЃЉШчЭМ7-41ЫљЪОЃЌНЋздЖЏеХНєЦїАВзАЕНзнЯђЪНбЙСІЛњЩЯЁЃ
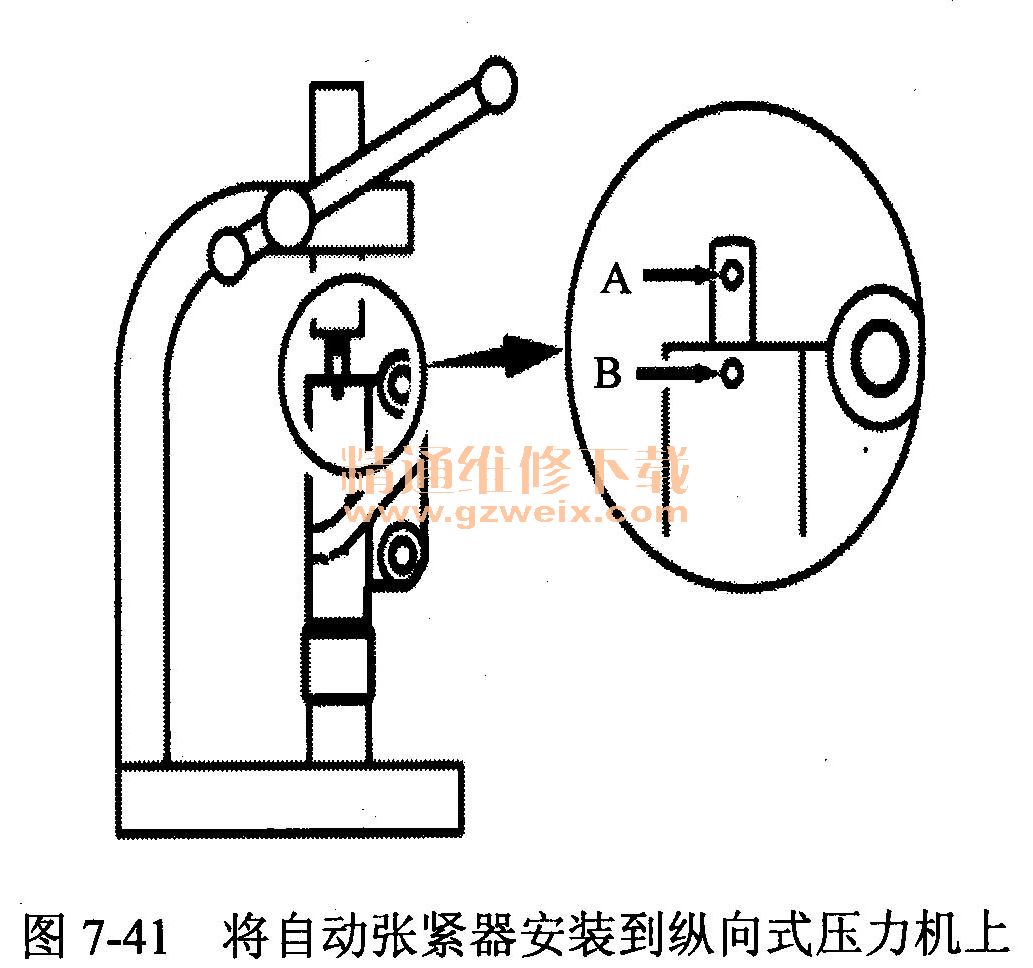
ЃЈ2ЃЉгУзнЯђЪНбЙСІЛњж№НЅЕибЙШыИЫЃЌжБжСИЫЩЯЕФЖЈЮЛПзAгыдВжљЬхЩЯЕФЖЈЮЛПзBЖдЦыЁЃ
ЃЈ3ЃЉНЋЖЈЮЛЯњВхШыЖЈЮЛПзЁЃИУздЖЏеХНєЦїЖЈЮЛЯњНЋдке§ЪБДјЕФаЃе§жагУЕНЁЃ
3ЃЎАДвдЯТЗНЗЈАВзАе§ЪБДјЁЃШчЙћЖЈЮЛЯњвбВхШыЃЌИЫЕФЭЙГіСПЮЊ5 mmЁЃ
ЃЈ1ЃЉЖдЦыЭЙТжжсСДТжЩЯЕФе§ЪББъМЧгыЦјУХЪвИЧЩЯЕФе§ЪББъМЧЃЌвдМАЧњжсСДТжЩЯЕФе§ЪББъМЧгыИзЬхЩЯЕФе§ЪББъМЧЁЃ
ЃЈ2ЃЉАВзАе§ЪБДјЪБЃЌгІЪЙИїСДТжКЭЦЄДјТжжЎМфЕФе§ЪБДјУЛгаЦЋаБЁЃАВзАЫГађЮЊЃК
ЂйЧњжсСДТж
ЂкеХНєзАжУЦЄДјТж
ЂлЭЙТжжсСДТжЃЈзѓЦћИззщЃЉ
ЂмЫЎБУЦЄДјТж
ЂнЭЙТжжсСДТжЃЈгвЦћИззщЃЉ
ЂоеХНєТж
ЃЈ3ЃЉФцЪБеызЊЖЏЭЙТжжсСДТжЃЈгвЦћИззщЃЉжБжСе§ЪБДјЕФеХСІВрЮШЙЬЕиЩьеЙПЊЁЃдйДЮМьВщЫљгаЕФе§ЪББъМЧЁЃ
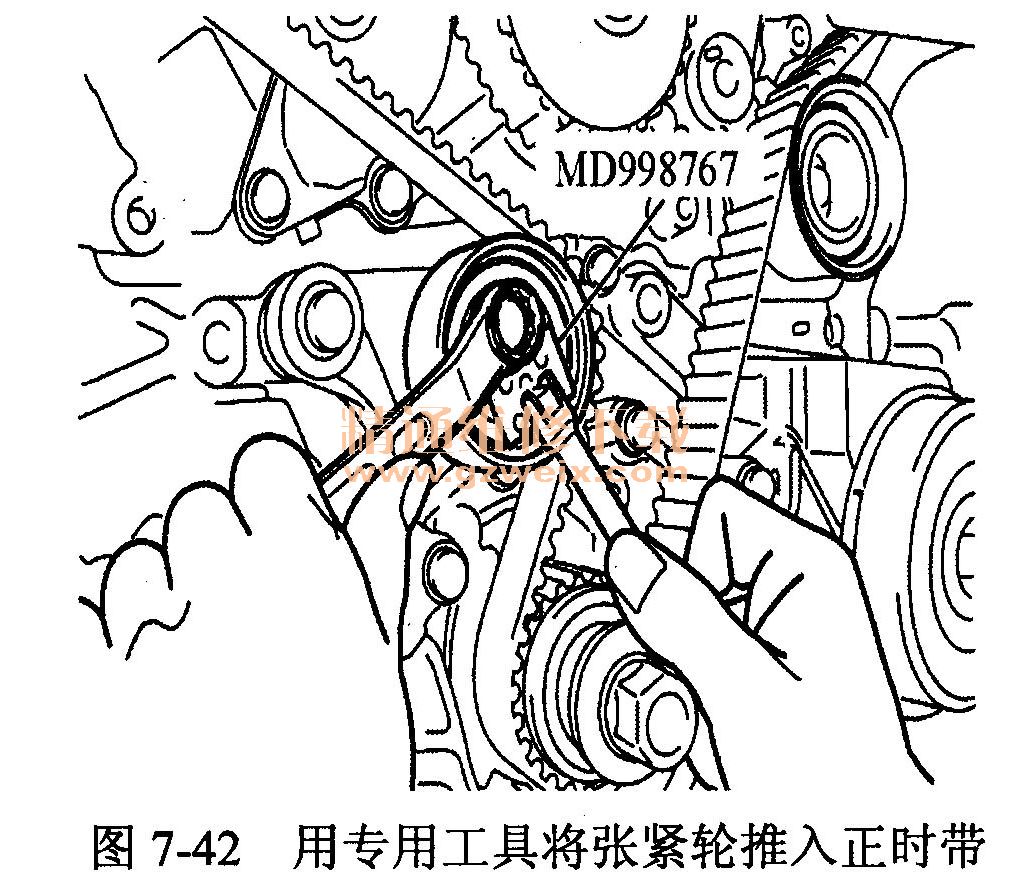
ЃЈ4ЃЉгУзЈгУЙЄОпMD998767НЋеХНєТжЭЦШые§ЪБДјЃЌШЛКѓднЪБХЁНєжабыТнЫЈЃЌШчЭМ7-42ЫљЪОЁЃ
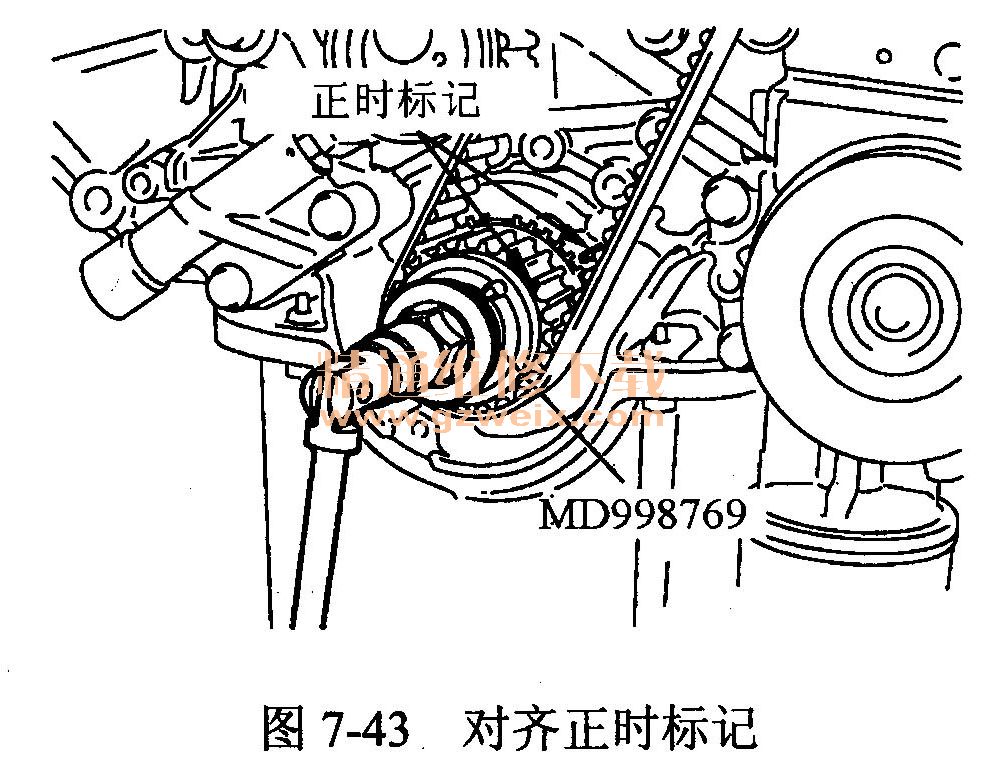
ЃЈ5ЃЉгУзЈгУЙЄОпMD998769ФцЪБеызЊЖЏЧњжс1/4ШІЃЌШЛКѓдйЫГЪБеызЊЖЏЃЌжБжСЖдЦые§ЪББъМЧЃЌШчЭМ7-43ЫљЪОЁЃ
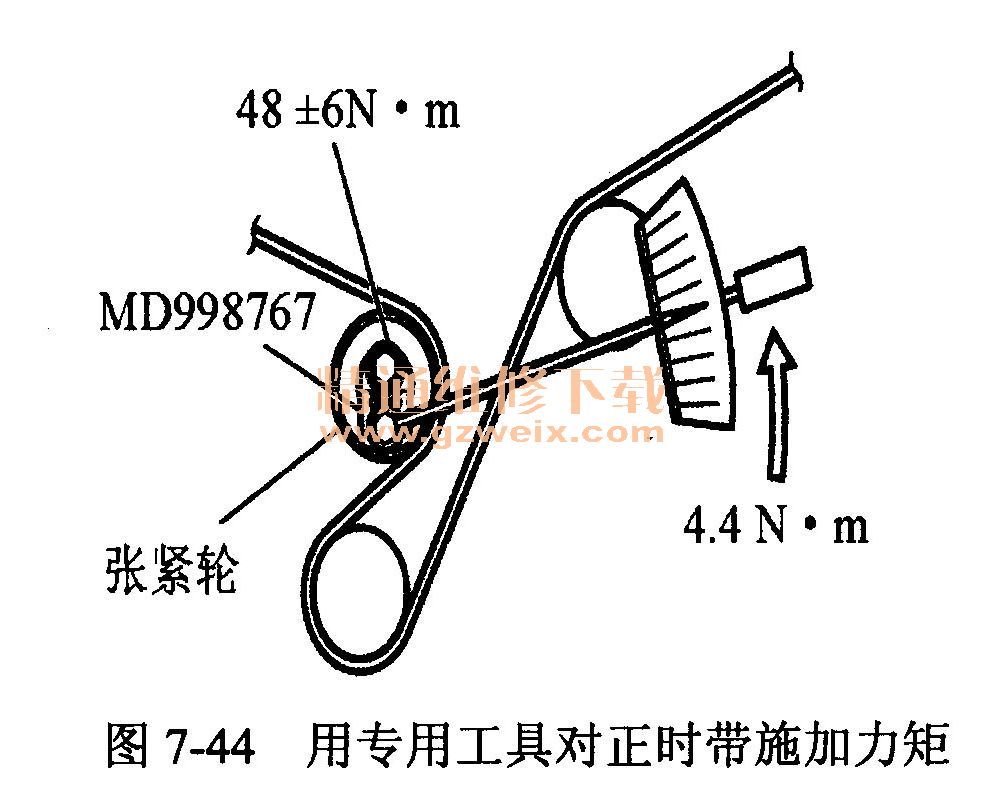
ЃЈ6ЃЉЫЩПЊеХНєТжжабыТнЫЈЁЃгУзЈгУЙЄОпMD998767КЭХЄОиАтЪжЖде§ЪБДјЪЉМгСІОиЃЌШчЭМ7-44ЫљЪОЁЃШЛКѓНЋжабыТнЫЈХЁНєжСЙцЖЈСІОиЁЃ
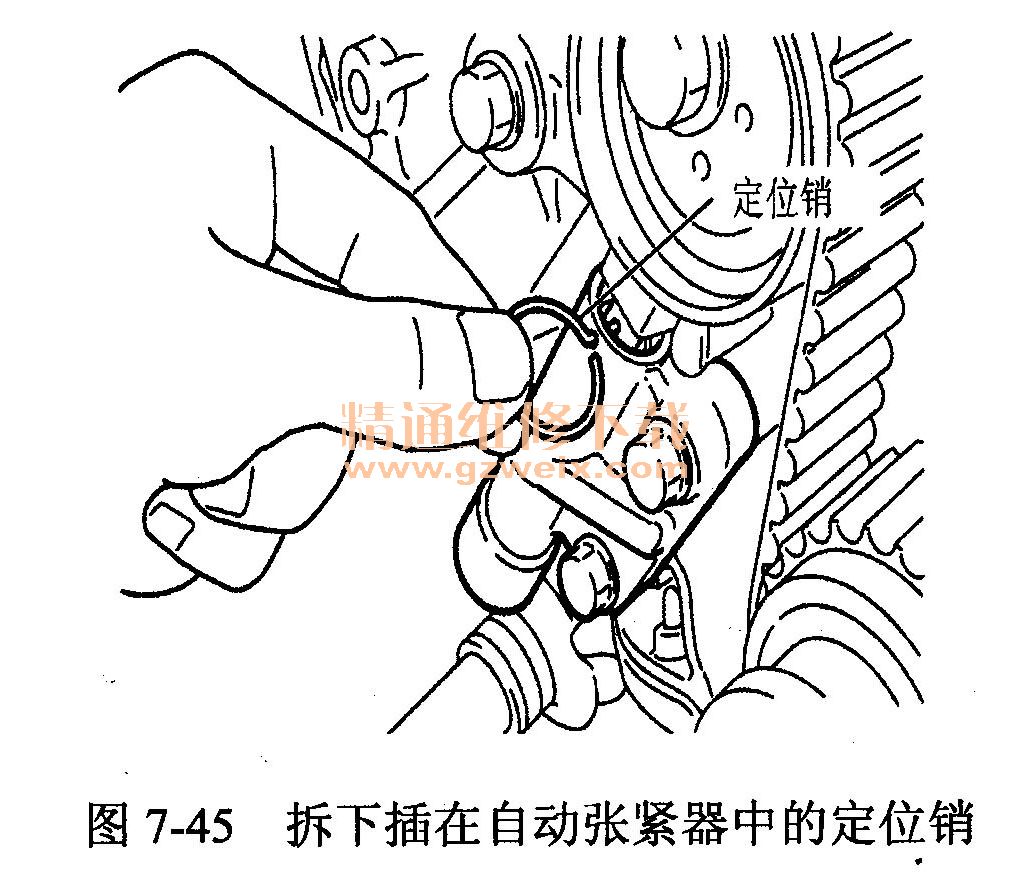
ЃЈ7ЃЉВ№ЯТВхдкздЖЏеХНєЦїжаЕФЖЈЮЛЯњЃЌШчЭМ7-45ЫљЪОЁЃ
ЃЈ8ЃЉЫГЪБеызЊЖЏЧњжсСНДЮЃЌвдЖдЦые§ЪББъМЧЁЃ
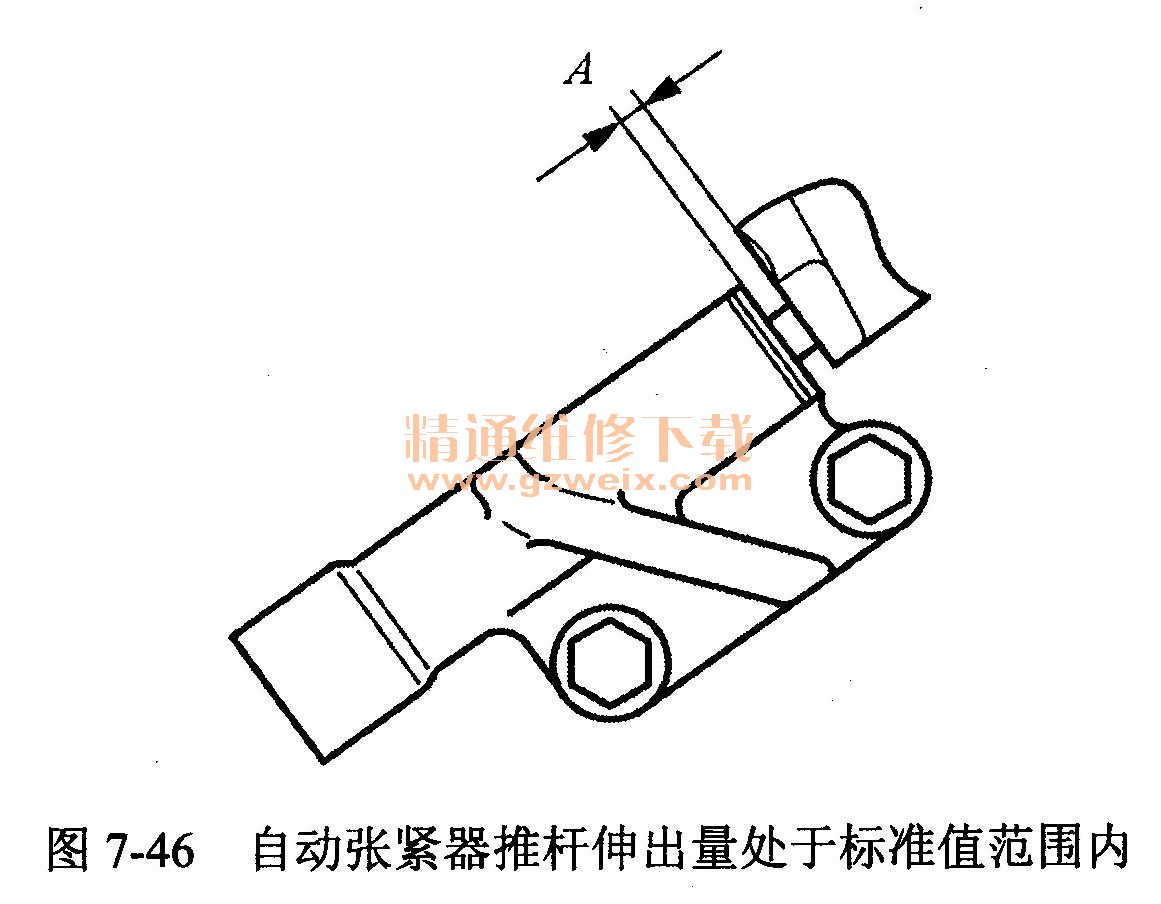
ЃЈ9ЃЉЕШД§жСЩй5ЗжжгЃЌШЛКѓМьВщШЗШЯздЖЏеХНєЦїЭЦИЫЩьГіСПДІгкБъзМжЕЗЖЮЇФкЃЌШчЭМ7-46ЫљЪОЁЃ
ЃЈ10ЃЉШєздЖЏеХНєЦїЭЦБъЩьГіСПВЛдкБъзМжЕЗЖЮЇФкЃЌжиИДжЎЧАЕФВНжшЃЈ1ЃЉЁЋЃЈЃЈ8ЃЉЁЃ
ЃЈ11ЃЉдйДЮМьВщВЂШЗШЯСДТжЩЯЕФе§ЪББъМЧОљвбЖдЦыЁЃ





