・上一文章:美菱XQG50-848H型洗衣机,不加热
・下一文章:路虎/捷豹SDD诊断仪使用方法(十八)
----“铜-铜、铜-钢、铝-铝、铜-铝”管道火焰钎焊工艺
为了降低成本,目前许多冰箱、空调厂家改用铝、钢等材料取代铜材料,这给管路的焊接等带来了一定难度。“铜一铁、铜一铝”等焊接因为管材熔点不一致而引入了更新的钎焊工艺,本文从多角度对焊接技术进行剖析,以帮助维修人员迅速掌握其火焰钎焊工艺。
一、“铜一铜”火焰钎焊工艺
1.应用场合
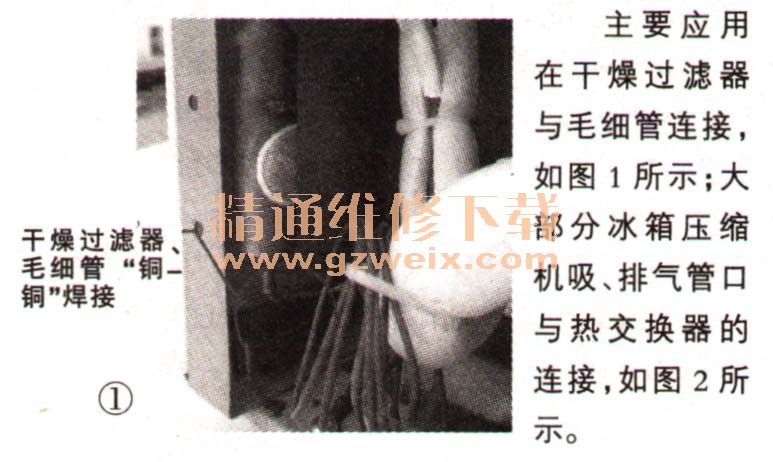
主要应用在干燥过滤器与毛细管连接,如图1所示;大部分冰箱压缩机吸、排气管口与热交换器的连接,如图2所示。

2.材料特点
冰箱里使用的铜管是紫铜管,紫铜因呈紫红色而得名。其熔点为1083℃。紫铜具有优良的导热性延展性和耐蚀性。冰箱中常用的紫铜管直径有4mm、6mm、8mm等规格。
3.钎焊的分类
钎焊是采用比母材熔点低的金属材料作钎料,将焊件和钎料加热到高于钎料熔点,低于母材熔化温度,利用液态钎料润湿母材,填充接头间隙并与母材相互扩散实现连接焊件的方法。
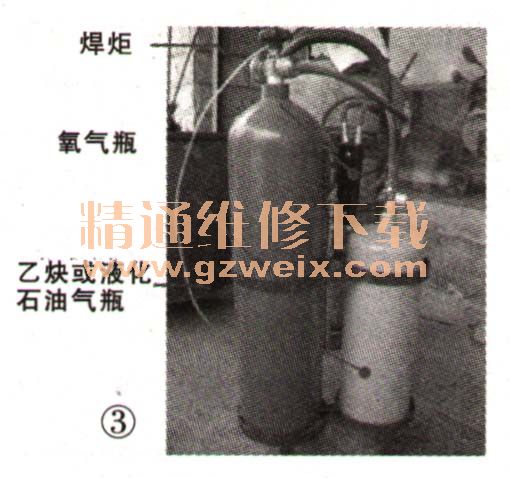
目前常用的钎焊分为软钎焊和硬钎焊。软钎焊的钎料熔点低于450℃,接头强度较低(小于70MPa),一般用于电子电路的焊接,常以烙铁为热源工具,锡作为钎料最为常用。硬钎焊的钎料熔点高于450℃,接头强度较高(大于200MPa)。硬钎焊的钎料种类繁多,以铝、银、铜的钎料应用最广,常以火焰钎焊在维修中应用最广,火焰钎焊的设备是氧气一乙炔(液化石油气)焊接设备。维修中为了便于携带目前更多维修人员使用“微型气焊焊炬”或称为“便携式气焊焊炬”如图3所示。
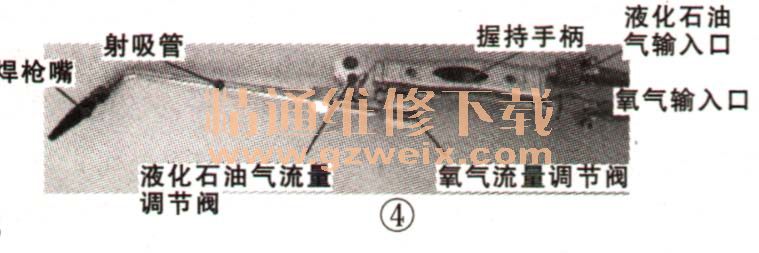
焊炬(枪)主要由氧气输入口、液化石油气输入口、氧气流量调节阀、液化石油气流量调节阀、射吸管、焊枪嘴等组成如图4所示。
4.火焰选择
目前,火焰钎焊主要设备是氧气一乙炔(液化石油气),钎焊时的火焰一般分为“碳化焰、氧化焰、中性焰”三种,如图5所示(左边是碳化焰,中间是氧化焰,右边是中性焰)。在实际焊接时要结合不同的焊接对象、材料来选择火焰的种类。
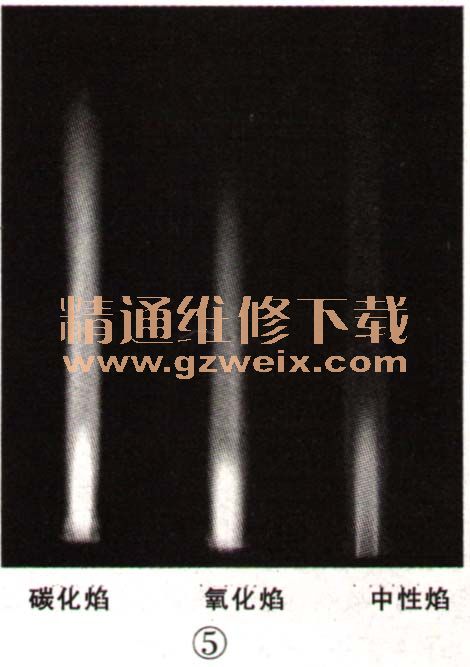
碳化焰:液化石油气的比重大于氧气,碳化焰的温度为2700℃左右,常用于熔点低的材料的焊接,如铁、铝等。
氧化焰:液化石油气的比重小于氧气,氧化焰的温度为3500℃左右,由于温度高,容易造成焊件熔化,焊接处会产生气泡、夹渣等,一般不适宜焊接铜、铁、铝管。
中性焰:液化石油气的比例与氧气的比例相当,中性焰的温度为3100℃左右,中性焰也称为是标准火焰,适用于铜一铜、铁一铁等材料的焊接。
“铜一铜”火焰钎焊首先要调节氧气一液化石油气设备的火焰,一由于材料相同,均为紫铜,其熔点为1083℃。结合实际焊接实践,采用“中性焰”焊接。焊接使用的钎料为“磷铜焊条户,该焊条比施焊铜管熔点低,流动性好,价格便宜,目前制冷设备维修中“铜一铜”焊接一般选用磷铜钎料。
5.钎焊步骤
(1)焊接前把管道一端插入另一根管道中,插入深度以5mm-10mm为宜,如果是同管径的管子一端需使用胀管器制作杯形口如图6所示,制作好的“铜一铜”连接管道如图7所示。


")


")
型空调不制冷故障维修")
