・上一文章:剖析路虎/捷豹9HP48自动变速器技术
・下一文章:佳能XBP打印稿有白色竖直条纹
二、气焊焊接技能
(一)使用气焊时的注意事项
使用气焊时的注意事项如下:
一是乙炔瓶、氧气瓶不得放置于阳光直射的地方或火源、热源附近,而应放置于阴凉通风干燥处;二是两根连接软管无破损,以免泄露氧气或乙炔(或石油液化气)而可能发生火灾或爆炸事故;三是不得用扳手转动氧气瓶的安全阀,在使用过程中如果发现压力调节器损坏,应立即停止使用,并在关闭氧气瓶总阀门后更换;四是确保连接软管和氧气瓶上无油污,以免发生火灾等事故;五是周围不能有易燃易爆品,以免发生火灾、爆炸事故;六是在管路内无制冷剂或管路没有泄露的情况下进行焊接,以免产生有毒气体或发生爆炸等事故;七是焊接管路时要一气呵成,并且在焊接前要把所有焊接部位清理干净,将管路插接好,然后依次焊接;八是在焊接过程中,要注意火焰不要烤到电冰箱箱体等部位,必要时用铁板隔开;九是焊接时注意被加热部位的温度,以免发生铜管焊堵、焊化等异常情况;十是更换干燥过滤器时不能直接加热毛细管。
(二)气焊设备构成
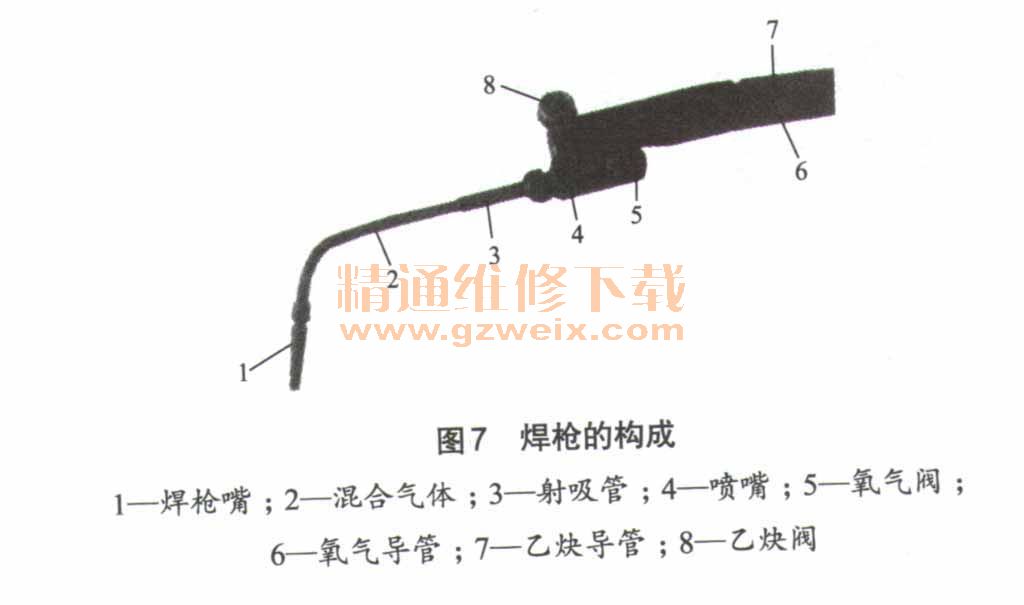
气焊设备由氧气瓶、乙炔瓶、连接软管和焊枪构成。氧气瓶内装氧气,它的顶部装有阀门和气压表,通过连接软管与焊枪相连。乙炔瓶内装有乙炔或石油液化气,它的顶部也有阀门,通过连接软管与焊枪相连。
参见图7,焊枪的手柄端有两个端口,上面的是乙炔输入口,下面的是氧气输入口。手柄上有两个阀门,分别用来调节乙炔和氧气的流量。在焊接过程,旋转阀门时就可改变火焰的强度,从而实现最佳焊接温度的调节。焊枪应安装最小号的焊枪嘴。
注意:
焊枪嘴安装既不能松动也不能过紧,以免乙炔或石油液化气回流而发生危险,而且过紧还可能损坏焊枪。
1.气焊点火、熄灭
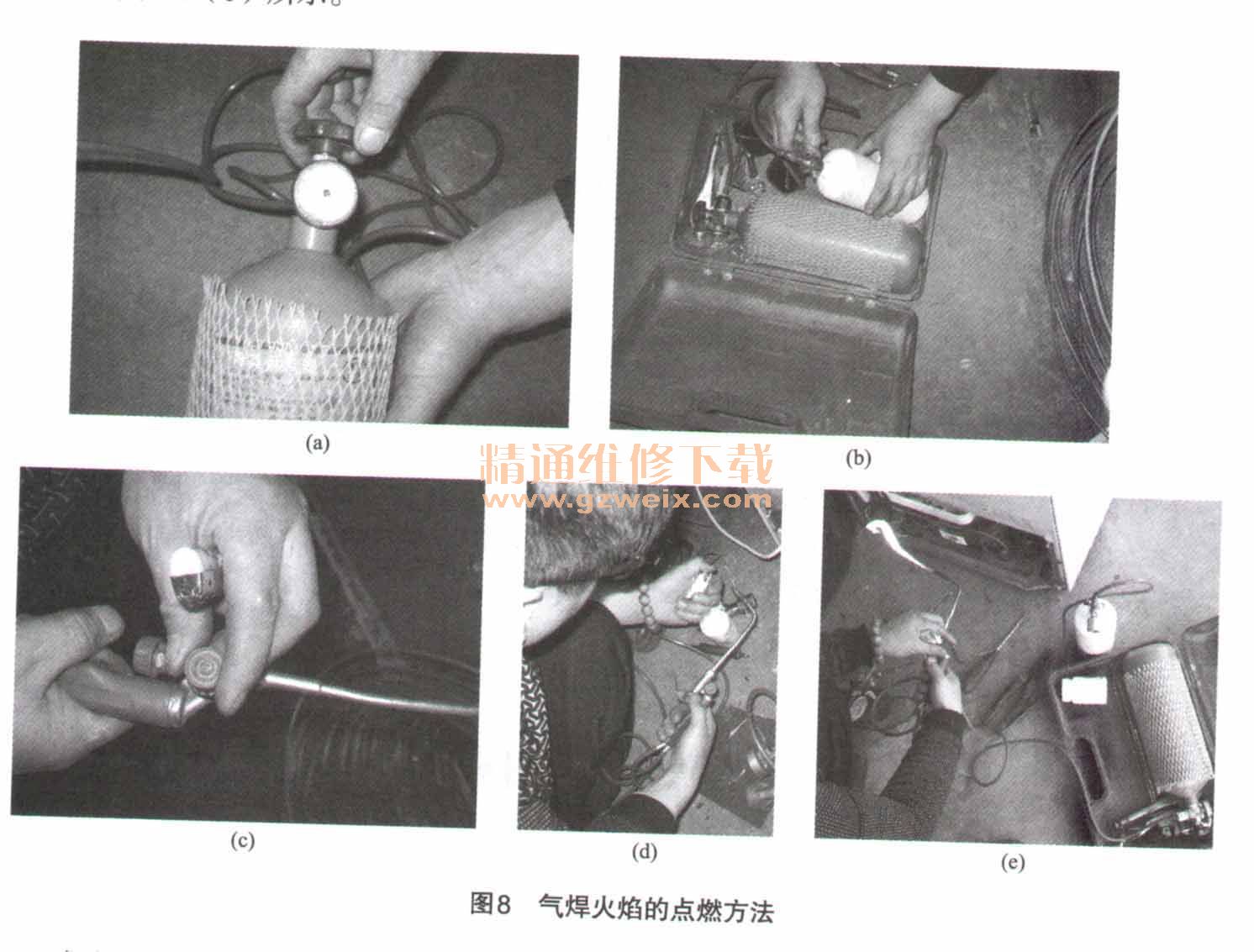
参见图8,第1步,打开氧气瓶的阀门,观察压力表指示为0.2MPa左右,如图8(a)所示;第2步,打开乙炔瓶的阀门,如图8(b)所示;第3步,一只手拿住焊枪,旋转(一般拧1/4~1/2圈)焊枪的乙炔阀,感觉到焊枪嘴有气体喷出,如图8(c)所示;第4步,当焊枪嘴有气体喷出后,在靠近焊枪嘴下部约3cm处用另一只手将打火机点燃,就可以在焊枪嘴处形成火焰,如图8(d)所示;第5步,旋转乙炔阀或氧气阀,使火焰满足需要,如图8(c)所示。
气焊使用完毕后,应先关闭焊枪上的氧气阀,然后再关闭焊枪上的乙炔阀。顺序不能弄反,否则会出现回火现象。如长时间不使用气焊,还应关闭乙炔瓶、氧气瓶的阀门。
2.火焰种类、特点
氧气、乙炔火焰因氧气、乙炔含量的比例不同,分炭化焰、中性焰和氧化焰三种,如图9所示。
(1)中性焰
中性焰的特点是氧气、乙炔的含量适中,此时乙炔一可充分燃烧,中性火焰有焰心、内火、外火只层,三层界限分明,如图10(a)所示。其中,焰心呈尖锥状,色白且明亮;
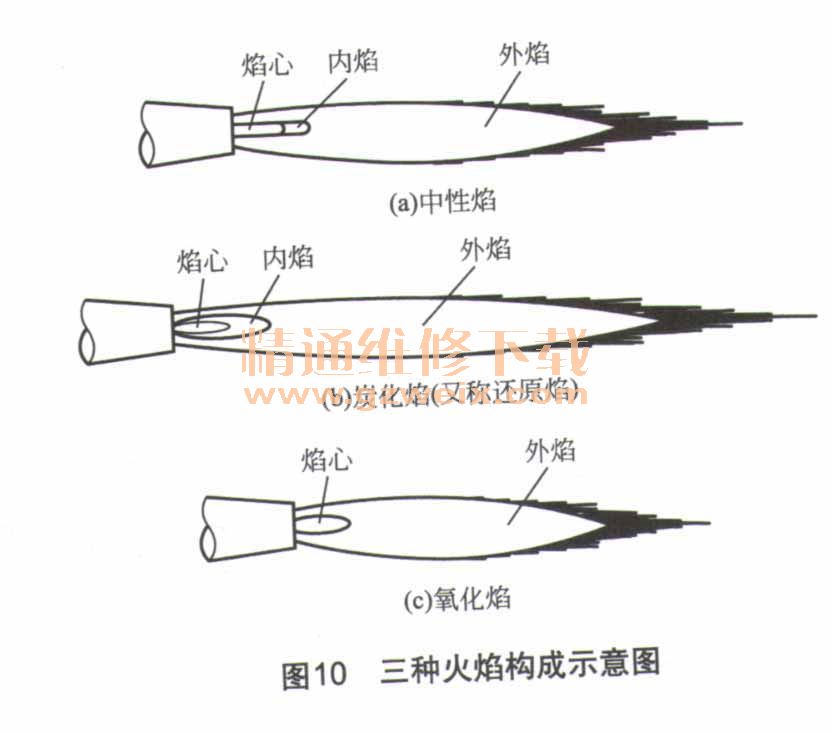
内焰为蓝自色,呈杏核状;外焰从里向外逐渐由淡紫色变为橙色:中性焰的温度为3100℃左右,适合铜管与铜管、钢管与钢管的焊接。因此,焊接电冰箱制冷管路时应多采用中性火焰。
(2)炭化火焰
炭化火焰的特点是氧气量不足,乙炔不能充分燃烧。炭化焰的焰心为白色,内焰过长,并且颜色模糊发白,外焰为淡黄色,如图10(b)所示:炭化焰的温度为2500℃左右,适合铜管与钢管的悍接。
提示:
若需要将炭化焰变为中性焰,可通过增大氧气量来实现,有时需要通过减少乙炔量来实现。
(3)氧化焰
氧化焰的特点是乙炔量不足。氧化焰几乎没有内焰,只有焰心和外焰,焰心呈白色,
外焰为淡白色,如图10(c)所示。氧化焰温度为2900℃左右,适合铜管与铜管、钢管与钢管的焊接。
注意:由于氧化焰容易导致金属氧化,所以维修时尽可能不要采用。





