・上一文章:大众捷达车双燃料发动机点火器炸裂
・下一文章:检修长城炫丽车无级变速器(二)
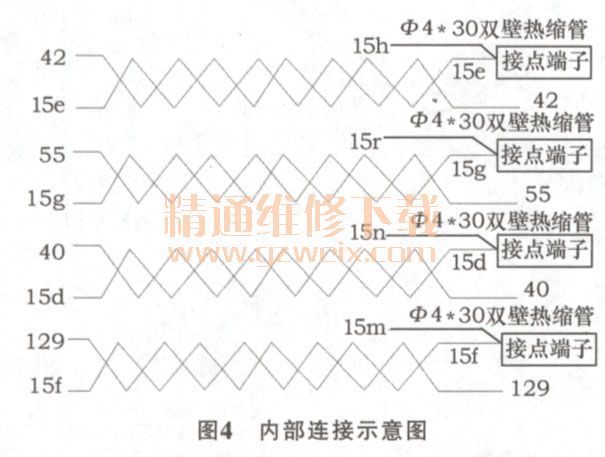
从图4可知:15e与15h通过接点端子连接;15g与15r通过接点端子连接;15d与15n通过接点端子连接;15f与15m通过接点端子连接。由于发动机工作环境是一个高温区和湿区,所有的接点处都应经过防水绝缘处理。用双壁热缩管就解决了这个问题。
再选用一对14线的短路器即可把所有15号线连接起来,如图3中底纹处所示。短路器要装配在距发动机ECU最近的地方,且短路器要绑扎在线体上(参见图3)。从图3可知,发动机线束总成装配图上短路器里面并没有15h, 15r, 15n, 15m这4根线,这4根线从何而来呢?就需要在线束下线压接工艺卡上来体现了。就是说,除了装配图上的所有线号之外,线束下线压接工艺卡上还需要再另外增加4根线(即15h, 5r, 15n, 15m),这4根线下线长度50 mm左右即可。在线束的实际装配过程中,15h要装配在短路器上15e的位置,15r要装配在短路器上15g的位置,15n要装配在短路器上15d的位置,15m要装配在短路器上15f的位置。
通过选用一对短路器和额外增加4根线就实现了15号线的内部连接。
这种多组双绞线内部连接点的设计方法是目前在线束的过程设计中较为可行的一种方法。该设计方法在线束生产过程中便于员工操作,节约工时,从而提高生产效率;在插接件尾部能有效地控制双绞线的绞距,满足了双绞线的绞距技术参数要求。
")
")
")
")

