来源:汽车维修与保养 作者:佚名 2021-09-25 07:53:45
一、准备工作
1.耗材:1 000mm×35mm×3mm铝条2根、低温热熔塑料颗粒一把哟50g)、70t以上热水。
2.工具二平头饭金锤1把、堑台1张、300mm直尺1把、油性记号笔1支、能够容纳样规的平底容器1个。
二、制作步骤
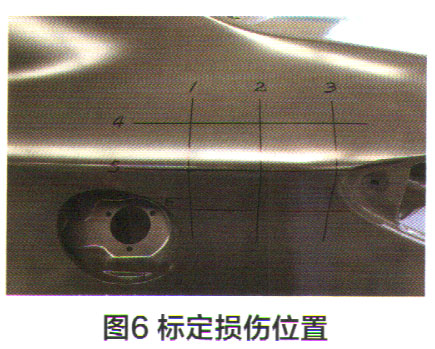
1.在车身上需要制作损伤的部位做好标记
根据此次比赛方案,损伤为侧面撞击左后侧翼子板的车身线部位,中心深度10mm,检测位置分别是通过撞击中心并相互垂直的横向5号、纵向2号样规,平行于5号样规、位于5号样规两侧60mm的4、6号样规,以及平行于2号样规、位于2号样规两侧80mm的1、3号样规。用直尺和油性记号笔标记位置(图6)。
2.用铝条加工容差2mm左右的样规
在铝条上需要弯折的地方做出标记,在堑台上用平头饭金锤的尖面敲击铝条平面的112位置,使之受力弯折出所需弧度,制作过程中随时进行比对,精度达到2mm左右即可。用油性记号笔对每把样规逐一进行编号。
3.在容器中融化低温热熔塑料并粘附于样规测量面
向足够容纳样规的平底容器中注入70℃左右的热水,加州E温热熔塑料颗粒,为便于收集不要太分散。同时,放入样规使其预热,避免热熔塑料急速冷却缩短操作时间。30s之后,颗粒受热已完全转变为透明形态并稍微粘连在一起,捞出颗粒进行揉捏排出间隙中的空气,使其变成柔软质密类似橡皮泥的团块。将团块大致均匀地分为6份,暂时不用的放回热水中避免其固化。将其中一份粘在样规的顶端,按照样规的长度均匀地推捏,使其粘附于样规的测量面,露出的高度和宽度要尽量保持一致,以便提高成品的美观度。
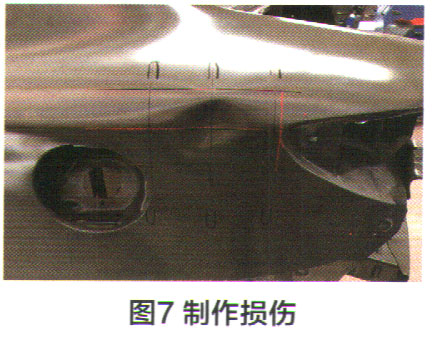
4.压制塑形
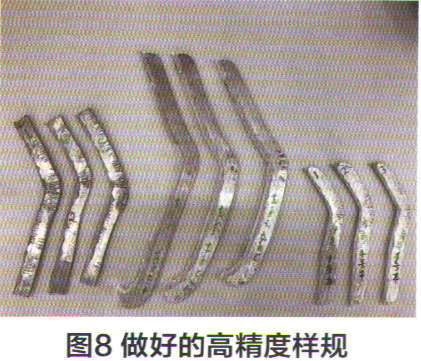
对应车身上的编号,对准车身线位置垂直地向下按压,让露出样规测量面的柔软状态塑料充分与车身面板接触并在压力下挤出测量面两侧。注意挤压的力度要控制好,不能引起面板的变形从而聚集应力,进而金属产生回弹影响样规的精度。迅速地将挤出的多余部分捏到样规表面(图7)。由于车身的温度相对较低,塑料将逐渐硬化,此现象在冬天尤为明显,所以要尽量地快速操作,或提高热水的温度。检查样规的贴合度,如完全贴合则松手让其自行冷却,如局部没有贴合根据情况用热风枪整体或局部加热调整(图8)。冷却过程中不要晃动样规,此时可以做下一条样规。
关键词:
")
")
")
")

