・上一文章:PLC控制系统在防暴机器人中的应用
・下一文章:基于PCC控制的新型电气控制系统在采煤机中的应用
在新开发的产品中有一个型号为Q7的长条铝基台,要在上面加工两个φ3.7×1.65的平底盲孔,由于要求精度高,批量大,故无法用传统的钻模在钻床上加工,也很难在传统铣床上面加工,即使能加工效率也很低,并且设备损耗和电力损耗也很大。此工件的加工有着非常广泛的代表性,生产的很多产品有着类似的要求,为此,我们设计制做了一台用于此类产品加工的设备――通用型数控钻铣床。
一、系统概述
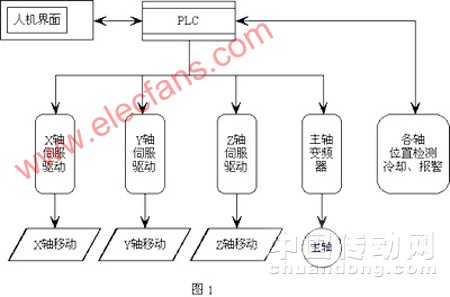
控制部分采用PLC,并配以人机界面进行程序参数修改、设定,以及运行状态显示监控,可编程设置人机界面的内容。三轴均为全数字交流伺服系统,各轴伺服电机通过连轴器带动滚珠丝杠,以移动配有直线导轨的工作台和主轴铣头,其定位准确,速度快。主轴铣头由变频器控制,根据刀具及工件和进给量,来设置主轴合理的转速,并在程序中设定它的启动停止。各轴均设二端极限传感器和原点传感器,冷却和润滑也都有异常检测,在报警灯和人机界面处显示报警信息。为便于调试和检修,各项操作均设手动功能,如手动各轴快慢移动、主轴高低速旋转、切削液及润滑开关等。此机床整体虽为半闭环控制,只要选件、装配、程序编制及操作合理,精度和稳定性还是能满足使用要求的。
二、硬件配置
PLC选用永宏的FBS-40MCT,该型机具有较高的性价比,体积小,功能强,24点输入,其中有16点高速计数器,频率可达120K,16点输出,其中有4轴步进或伺服输出整合在里面,输出频率可达120K,使应用起来非常方便,接线简捷。编程软件WinProladder有梯形图大师之称,易学易用且功能强大,编辑、监视、除错等操作非常顺手,按键、鼠标并用及在线即时指令功能查询与操作指引,使编辑、输入效率倍增。
接点分配:取各轴伺服电机的Z相信号作原点开关,要分接在几个高速输入点上,用中断进行机床原点复归,其余限位开关、操作开关、液位检知等常规接点可按顺序依次接入。X、Y、Z三轴伺服电机连在前3轴伺服输出点,主轴高低速、冷却、报警等接在其余输出点上。
X、Y、Z3轴伺服系统均选用相同的,和利时的ES系列全数字交流伺服驱动器0040E-CBCEE-02,和60系列小惯量的伺服电机60CB040C-2DE6E。该伺服系统功能比较完善,如能耗制动、电子齿轮、自动加减速等,具备多种脉冲串输入,保护功能也比较完备,有欠压、过压、过流、过载、堵转、失速、位置超差、编码器异常等。在此设备中按集电极开路驱动方式连接至PLC,最高脉冲输入频率为200K,伺服ON、Z相信号等也做相应连接。
变频器选用富凌的DZB70B0015L2A,规格为单相1500W,400Hz,有多步速供编辑使用。由于正常使用时不频繁变速,故速度调节设定不引出,只在变频器操作面板上调节,设定两个速度,高速用于加工,低速用于对刀。调节相关参数与主轴匹配,如基频、基压、运行频率上限、载频等,并改动相应跳线。
主轴没有采用传统方式,而是根据加工需要,采用了雕刻机用的电主轴,安阳莱必泰的ADX80-24Z/1型,其体积小、噪音低,直径只有80mm,这样使整个主轴箱便于整体密封,可有效地防止加工中的碎屑飞溅到Z轴的丝杠和导轨上造成损害,也使主轴箱外表显得美观。它的最高转速为24000转/分,使正常工作转速6000-14000转有一个合适的余量范围。 人机界面选用人机电子的通用可编程文本显示器MD204L,它可以以文字或指示灯等形式监视、修改PLC内部寄存器或继电器的数值及状态。
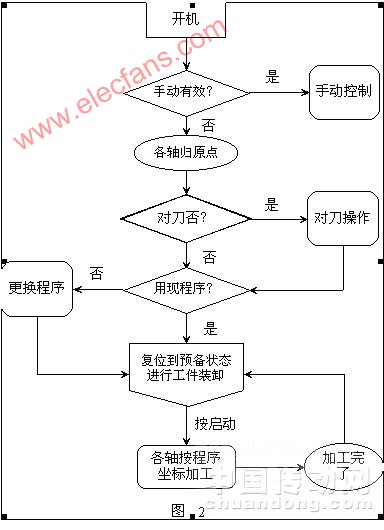
三、软件设计