・上一文章:核电厂1E级直流及UPS系统电气隔离方案研究
・下一文章:低压配网三相不平衡运行的影响及治理
摘要:本文对磷肥生产中蒸汽系统的汽轮发电机组进行控制优化,采用串级PID控制、kW不等率反馈、高低压不联系调节等控制技术,实现汽轮发电机组进汽压力和抽汽压力的自动调节,从而稳定磷肥生产系统的蒸汽供给。
0 引言
目前,在硫磺制酸的磷肥生产过程中,蒸汽主要为磷酸浓缩提供热能,而余热发电装置则承担着蒸汽的参数改变和分配作用,对维持整个蒸汽系统参数的稳定起着举足轻重的作用。余热发电本身不能生产蒸汽,抽背式汽轮机组还不能消化多余蒸汽,蒸汽流量、压力、温度均受磷酸和硫酸生产负荷的影响,因此应用可靠灵活的汽轮机控制器优化机组负荷与减温减压及排空的控制,才能确保磷肥生产的经济稳定性。本文以美国WOODWARD公司的505E控制器为例,探讨磷肥生产中硫酸余热发电的优化控制。
1 产用汽平衡概况
某公司磷肥生产装置配备1套6000kW抽背式汽轮发电机组,其额定进汽压力为3. 43MPa,额定抽汽压力为1. 27MPa,额定背压为0.687MPao 1套800kt/a硫酸装置产汽约为120t/h; 2套磷酸浓缩装置每套耗气为50t/h;硫酸风机汽轮机耗气为5ot/h;熔硫、磷酸、磷钱等需1 MPa/ h蒸汽的量为20t/h;汽轮机有0. 5 MPa背压排汽和1 MPa抽汽供给下游用户。正常情况下,产用汽基本平衡,但产用汽变化会引起压力波动,只有调整得当,产用汽才能重新恢复平衡。各压力等级均配置有相应的排空阀和安全阀。装置蒸汽系统如图1所示。
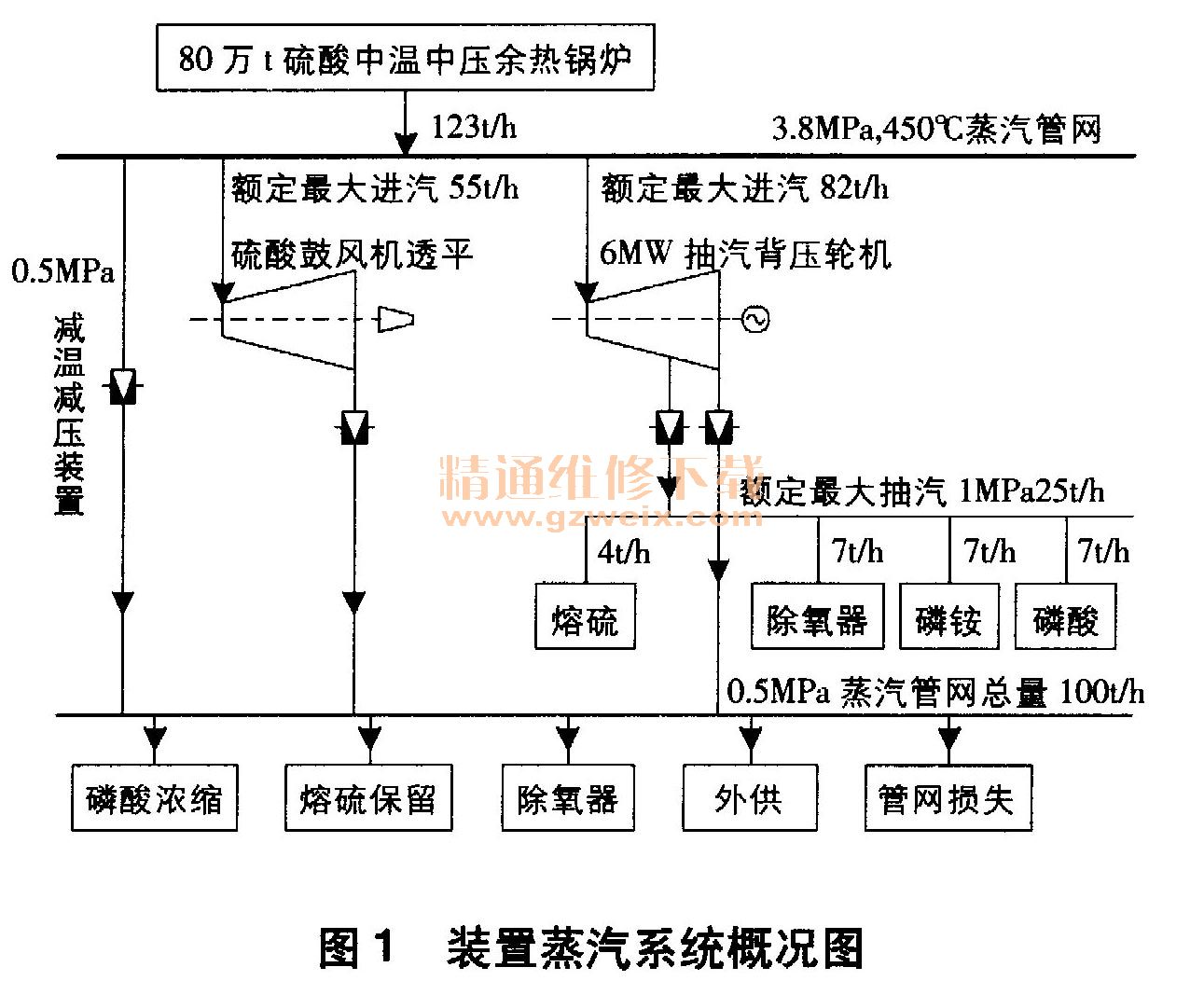
影响蒸汽压力波动的主要因素有:硫酸生产负荷变化造成产汽量变化;硫酸风机汽轮机负荷变化;磷酸浓缩用汽量变化;磷钱吹扫管反造成蒸汽流量变化;硫酸熔硫、磷酸射汽泵等负荷变化。
2 原有汽轮机控制系统的问题
2.1汽轮机负荷控制方式问题
安装调试时,余热发电背压压力(0. 5MPa)和抽汽压力(1 MPa)作为被控参数,自动控制发电负荷,稳定背压压力和抽汽压力是控制的核心问题。汽轮机属于蒸汽管网中间部分,除了有不到1t/h的少量汽封漏气外,既不产生也不消耗蒸汽。硫酸余热锅炉负荷不变时,开大汽轮机进汽高调门会引起进汽压力下降;汽轮机出口压力升高时,减小汽轮机进汽高调门会导致汽轮机进汽压力升高,抽汽压力和背压压力下降。产用汽不平衡时,只能采取调整硫酸产汽、浓缩用汽、蒸汽放空量的调节方式来保证整个生产过程中的蒸汽平衡,将各等级的蒸汽压力控制在预期范围内。
原设计以余热发电背压压力和抽汽压力作为被控参数,反而会引起更大和更长时间的蒸汽压力波动,无法保证蒸汽系统稳定。为此,需要先控制锅炉蒸汽压力稳定,再调节汽轮机后2个压力,以保证整个蒸汽系统的稳定。
2.2抽汽机组控制参数选择存在的问题
原有505E在机组性能参数中虽然设置了抽汽和进汽不联系调节,但是在该方式下调节低调阀时,高调阀仍会按比例变化。汽轮机进汽压力是通过同时移动高压阀与低压阀来控制的。为了不使抽汽压力变化,对于任一过程的变化,2个阀门将重新定位。
事实上,在磷肥生产过程中,进汽压力和排汽压力比抽汽的1. 0MPa压力更重要,进汽压力变化将影响硫酸汽风机,排汽压力变化将影响磷酸浓缩装置石墨换热器。最大抽汽量仅占汽轮机进汽的10%~30%,调整抽汽量对蒸汽压力影响不大。





