・上一文章:自制小型砂轮机
・下一文章:谈谈胆管前置机改造心得
一、工作原理
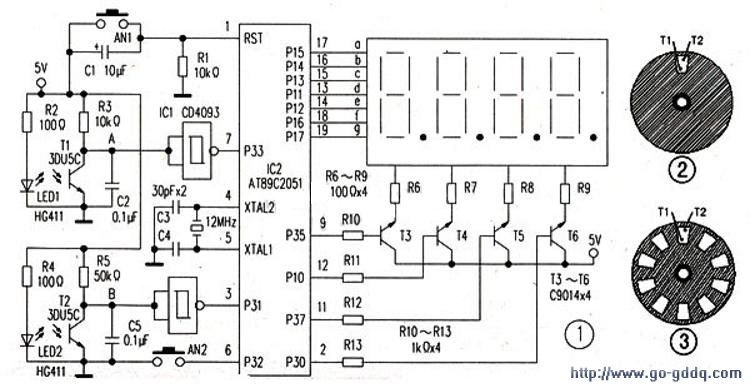
本装置电路如下图所示。主控芯片采用AT89C2051,其I/O口可吸收20mA的电流。可直接与四联体共阳数码管的a~g端相连而无需驱动电路。LED1、LED2是红外发光二极管,T1、,T2是硅光敏三极管。安装时,LED1和T1,LED2和T2要分别成对安装。LED1、LED2的发光面要正对T1、,T2的受光面,发光管和光敏管之间要有10mm~15mm的间距,以使码盘从中间通过。码盘的形状如图2所示。制作时,可在不透光的圆盘上开一个扇形孔。图2亦给出了T1、T2的安装位置,和码盘同轴安装在同一个周长为l米的码轮上。测长时,输送带和码轮接触,带动码轮和码盘顺时针转动,T1首先被遮挡。A点由低电平变为高电平。经IC1反相、整形后,P33由高电平变为低电平。接着T2被遮挡,P31由高电平变为低电平。单片机检测到这一变化后,启动加法程序使当前计数值加1,并在数码管上显示出来。这样,码轮转动一周,当前数值自动加1,由于码轮转动一周输送带正好前进1米,所以当前数码管显示数值即是输送带前进的长度,从而实现测长的目的。当由于种种原因,输送带需要后退时,带动码轮反转(逆时针转动),这时T2先于T1被遮挡。单片机检测到这一变化后启动减法程序使当前计数值减1,并在数码管上显示出来。从而保证数码管上显示的长度总是和进入包装机的输送带长度相等。显示范围为-999~+999。图l中,ANl是复位键。一般不使用。AN2是清零键。当需要对当前数值进行清零时按一下AN2即可。一般在每一条输送带的开始处要清零一次。测量胶管的方法、原理与输送带一样。
二、软件设计
本装置采用模块化编程。利用定时器T0中断来进行数码管的扫描显示:利用外部中断INT1来判断所测输送带或胶管是前进还是后退,从而调用加法或减法程序进行计数。该系统抗干扰能力极强。整个程序由初始化程序、显示程序、中断程序、加法程序、减法程序、二一十进制转换程序、延时程序等组成。
三、其他问题
该装置在制作时对码盘的大小无特殊要求。在编程时。为了追求程序的简单和响应的快速。没有加入单位换算、倍率修正等内容。所以要确保和输送带或胶管接触的码轮周长正好为1米,该周长的准确性将直接影响测量的精度。在使用中,可能由于工作地点的不同,周长为1米的码轮有时会显得太大。这时可采用图3所示的码盘,即在一个不透明的圆盘上对称地开10个扇形孔。和它相连的码轮周长为0.1米。工作时,数码管显示值的最后一位是小数,最大测量长度是99.9米,这对于一般的应用是足够的。在制作时,还可以把码盘和码轮合二为一。以减小制作的难度。本装置除适用于橡胶管带行业外,还可广泛应用于塑料、电缆、纺织、食品等需要测长、计数的场合。
")
")



