・上一文章:宝马车系传动系统----6挡自动变速箱详解
・下一文章:TCL L40V10FBEG型液晶彩电,不开机,指示灯由红色变为绿色后又变为红色
五、调试篇
冷凝机组安装好后,调试是一项重要的环节,调试作业的规范与否,将直接涉及到冷凝机组的制冷效果。
1.制冷系统调试
(1)吹污作业
内外机连接管在焊接后会产生大量的氧化皮,而且管路难免会存在灰尘等污物,为了确保管路系统内的洁净,在管路充氮保护焊接后需要对连接管吹污。
吹污使用干燥的氮气,建议吹污压力为0.6MPa~0.8MPa为宜。吹污器件不包括外机(出厂前外机内部管路、器件已吹污,并充注了部分的冷媒)、热力膨胀阀(该器件出厂时已做了专门的洁净处理)、冷风机(冷风机出厂时已吹污,并做了气密性试验与承压封口处理),仅需对内外机的连接管路做吹污处理。
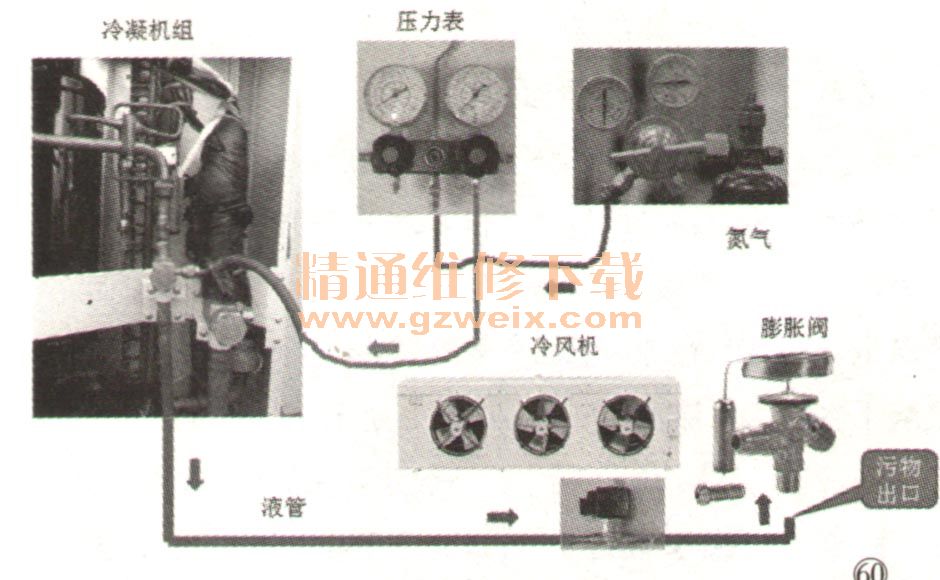
液管吹污(如图60所示):把压力表管一端接氮气瓶,另一端接外机的液管三通截止阀检修口(此时严禁使用六角匙打开三通截止阀,因为主机内部已充注了部分冷媒),电磁阀临时通电,一个人负责打开压力表阀门,向液管内注入0.6MPa~0.8MPa氮气,另一个人在接热力膨胀阀液管的入口端用手堵住,间歇性地进行排气3~5次,直到吹出的氮气无污物为宜。
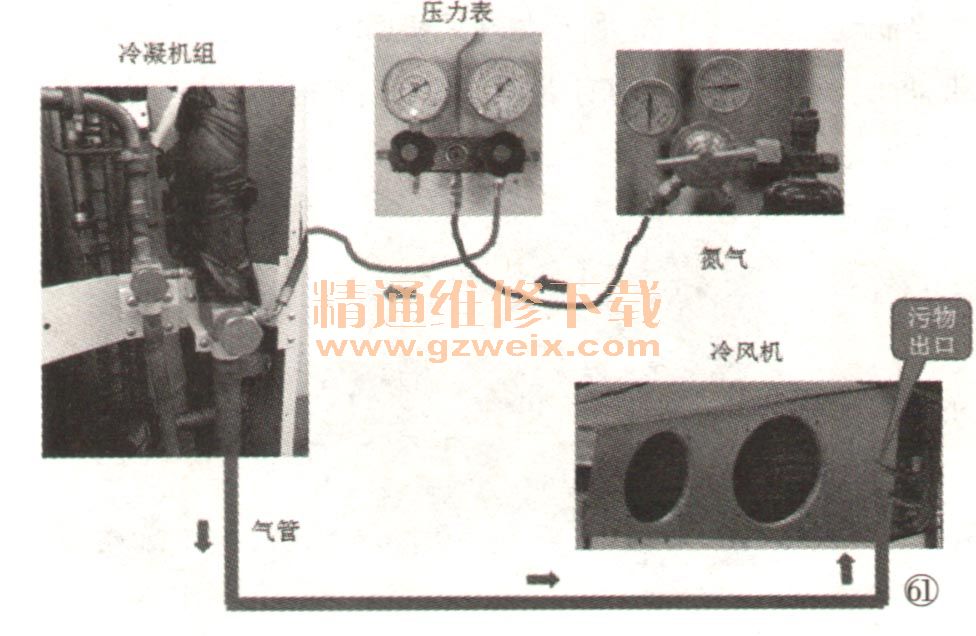
气管吹污(如图61所示):把压力表管一端接氮气瓶,另一端接外机的气管三通截止阀检修口(此时严禁使用六角匙打开三通截止阀,因为主机内部已充注了部分冷媒),一个人负责打开压力表阀门,向液管内注入0.6MPa~0.8MPa氮气,另一个人在冷风机液管出口(因为此时气管的管路已经和冷风机气管焊接在一起,只能与气管的冷风机一起排污),用手堵住,间歇性地进行排气3~5次,直到吹出的氮气无污物为宜。
(2)打压检漏作业
系统管路吹污完毕后,就要进行打压检漏操作。检查连接管路、焊接口、器件是否有泄漏,打压的压力一般控制在1.8MPa~2MPa左右(针对R22冷媒),压力太低一些细微的渗漏检查不出,压力太高对器件有可能会带来压力损坏等。
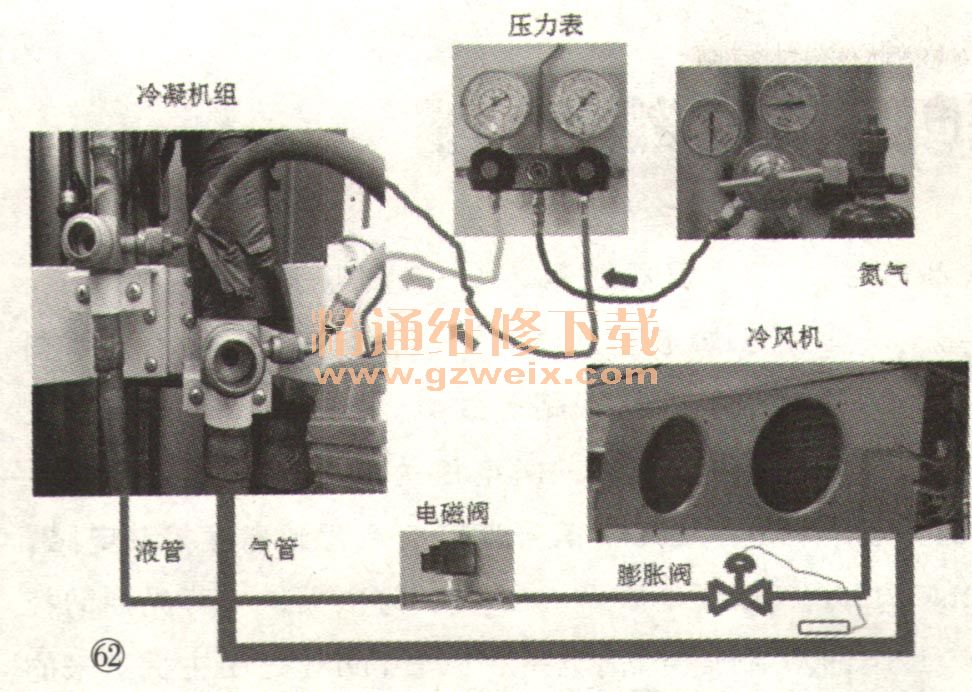
打压检漏连接图如图62所示,电磁阀临时通电,打入1.8MPa~2MPa干燥氮气后,可以对管路、连接口、器件的相关部位使用肥皂水检漏,初检无漏后,保压12h,以压力不下降为宜(同时注意12h前后的环境温度是否有变化),否则重新补漏、检漏、保压,直到无泄漏为止。
")


")
型空调不制冷故障维修")
