・上一文章:TCL LCD40A71-P型液晶彩电,图像画面忽明忽暗,亮时可以收看,暗时黑屏
・下一文章:美的C21-ST2118电磁炉显示E5代码的检修
四、充氮保护,焊接迅速
在替换压缩机过程中,部分维修人员由于气焊焊接操作不够熟练,对管口的焊接时间过长,焊接温度过高导致系统内形成大量的氧化皮,如图4所示。流过系统内的制冷剂容易堵塞干燥过滤器、毛细管等器件,甚至还有细小的氧化皮串入活塞式压缩机的气缸顶住高压阀门(片),导致高压阀片密封不严,排气无力。因此,在有条件的情况下,最好采用加氮气保护焊,以减少因为高温焊接产生的氧化皮现象,如图5所示。

操作时,换上一只双嘴的干燥过滤器,一个口接冷凝器,另一个口接氮气。氮气压力一般调整至0.02MPa左右,把出气口放到手上感觉有一丝的气体流出即可,氮气流量太大不方便施焊,流量太小容易产生氧化皮,充氮保护焊的意义就不大。
例:一台格兰仕BCD-210N冰箱,连续更换同牌子、同规格的两个压缩机后使用均不到2个月压缩机排气无力。
分析检修:用割刀割开干燥过滤器后,发现过滤器内聚集了很多氧化皮,致使压缩机高压压力长时间过高,低压压力过低,压缩机排气阀片老化,密封不严,高低压窜气;加之,细小的氧化皮也容易进入排气阀片导致阀片密封不严。
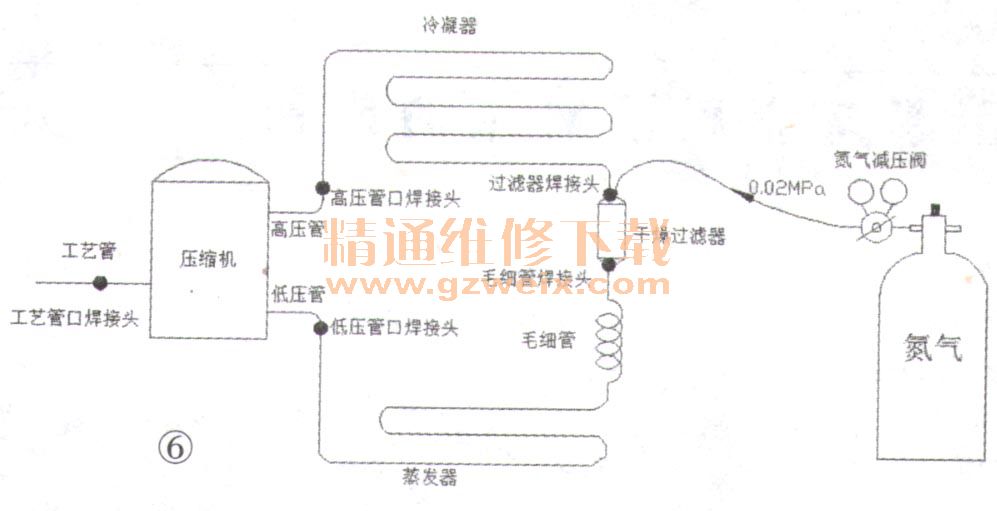
重新对系统进行吹污,把单嘴的干燥过滤器更换成双嘴的干燥过滤器,在其中一个管口处接入0.02MPa氮气,如图6所示,然后才对压缩机排气管、毛细管、吸气管口施焊。通过加氮保护焊能有效减少氧化皮的产生,提高压缩机性能与使用寿命。
提示:严禁氮气压力过大,一般应在0.02MPa-0.03MPa为宜。压力太大施焊困难;压力太小不能起到保护作用。
五、冷媒一致,品质上好
更换压缩机要注意该机子使用的冷媒型号。R134a与R600a不能混用,因为R134a压缩机使用醋类油,制冷剂充注量一般在200g左右(具体要根据冰箱的容量确定),而R600a压缩机使用的是矿物油,并且由于R600。冷媒单位制冷量大,制冷剂充注量相对较少,一般冰箱充注量在50g左右(同样也要根据冰箱的容量确定)。
如果两者的制冷剂充注混了,虽会制冷,但效果会很差,甚至会导致危险。R134a毛细管选型比R600。长15%左右。R600a易燃,因此压缩机内部的电气线路、接头要求比R134a更为严格;R134:系统运行时低压侧是正压,而R600a低压侧是负压。充注制冷剂时要注意铭牌的R1 34a和R600a标识,严禁加注错误。
另外,冷媒的品牌选择也尤为关键,知名大企业的冷媒纯度、含水量比较有保证。笔者曾经用过某品牌的廉价冷媒导致制冷效果差、压力高甚至冰堵的现象。因此,建议广大维修人员选择冷媒时尽量选择大品牌,例如浙江巨化、南京金典等。
例:一台美的BCD-241WM双门冰箱,使用R600a制冷剂,因压缩机损坏,需要更换压缩机,充注制冷剂后发现制冷效果差。
分析检修:整个操作依据冰箱维修规范工艺的要求进行,为什么会导致制冷效果差呢?按铭牌要求定量充充注制冷剂故障依旧,此时陷入困境。本着先易后难的原则,试着更换另一个牌子(巨化)的R600。制冷剂试试,制冷效果明显,1小时后观察冷冻室能达到-16℃(箱内空载),冷藏室达到-5℃,达到预期的设定温度目标,观察维修工艺管低压压力表处于负压状态,测量压缩机运行电流达到铭牌的电流值。至此,由于冷媒品质不良导致制冷效注后试机2个小时,低压侧的压力表仍然显示0.03MPa,按制冷剂的特性,制冷循环稳定后,低压侧压力应在负压区域。笔者以为制冷剂充注过量。适当泄放些,发现制冷效果更差。
怀疑抽真空不彻底,重新泄放制冷剂抽空1小时后果差的这台故障机最终修复。
提示:冷媒品质好坏,决定制冷系统能否正常、有效、稳定运行,建议选用质量好有口碑的品牌冷媒。另外,建议使用定量充注仪进行精准充注,避免表压估算法的麻烦,以提高维修效率!





