・上一文章:提高CPU风扇散热效率一法
・下一文章:爱普生LQ-1600K针式打印机针头停在某处,所有灯闪烁,“嘀嘀”报警
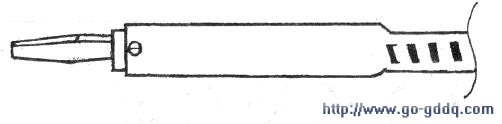
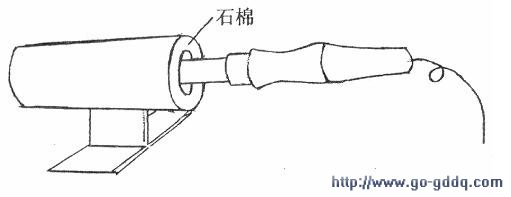
一般电子维修可用25W左右内热式电铬铁,它具有轻巧,铬铁头不易烧死,漏电少、寿命长的特点,但瓷加热管容易摔坏。因为市售内热式只有两股电源线,所以焊场效应管或集成块可自行加设接地线,或拔掉插头再进行焊接。有条件者可自制或选购快速铬铁,它利用低压大电流发热原理,维修工作变得非常方便、快捷。但有个缺点,即不能长时间通电,否则线包发烫容易烧坏。现在市面上数显、数控温电铬铁,能随时调整功率,即能随时控制铬铁头温度,铬铁头质量也不错,是升级换代产品,可优先考虑。,电子装配可选用45W外热式的较合适。买来的铬铁头应锤打过,打成如是上图所示形状。用锉刀锉亮,上好松香、焊锡,才能焊好线路板。用过一段时间,应拧松柱头螺丝,清理氧化物,以免日久铬铁头不能拆下。若烧蚀后,可用锉刀修整再上锡。可按下图自制或买个铬铁套筒,可防止烫伤手和物,也可防止铬铁头被氧化及烧死。夹层里面装入石棉。
焊接时要掌握好铬铁温度,天热时用吊扇对焊有影响,即焊锡流动性要掌握好,否则温度低易虚焊,高了要氧化,甚至烧坏元件。选用数码温控的铬铁的话,可多调节温度的拨盘。
焊接装配前,先要检查线路板,看焊点铜箔是否光亮,不能涂有助焊剂,元件脚是否上好锡,元件脚有否插错。这些对整个焊接工作有很大影响。焊接时,如下图,铬铁和底板大约成75度角,角度大则焊点小,反之则焊点大。先把铬铁放在焊点,靠在引脚上,预热2~3 s后,把焊锡丝靠上去,以送焊锡长度来控制焊点的饱满及瘦小,一般以均匀饱满为好。待焊锡熔化流向焊点时,再等l~2 s后移开铬铁,同时用手敲一下线路板,以消除虚焊。可以在废板上多加练习,相信初学者一定会熟练掌握。






