・上一文章:汽车车身构件的损坏修复(三)
・下一文章:夏普SP- 41机芯保护电路原理与维修( 一)
车身焊接常见有惰性气体保护焊、电阻点焊和电弧焊等工艺。不管是在高强度钢车身构件及整体式车身的修理中,还是在对车身外部覆盖件的修理中,气体保护焊与其它车身焊接相比,有着以下优点:操作方法容易掌握;焊接板件熔化快,能避免可能发生的强度降低和变形;电弧平稳,熔池小,便于控制。由于具备以上优点,所以气体保护焊应用最为广泛。
要想正确运用惰性气体保护焊,应注意“四度”和“四调”。“四度”,即高度、速度、角度和强度,而“四调”则是指对电流、压力、手势和站势的调整。
一、四度
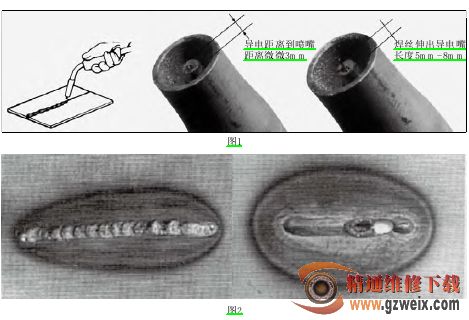
1.高度。高度是指焊接导电嘴到工件的距离,它是高质量焊接的重要因素。标准距离一般为7~15mm,其中导电嘴到喷嘴的距离大约为3 mm,焊丝伸出喷嘴大约5~8 mm(见图1)。
2. 速度。焊接时的送丝速度尤为重要,如果送丝速度太快,焊接熔深和焊缝的宽度都会减小,而且焊缝会变成圆拱形,甚至会产生咬边(见图2左图);反之,则会产生许多烧穿孔(见图2右图)。
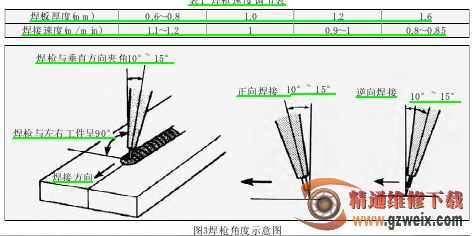
焊接速度调节见表1。
3.焊接角度。焊接时的角度非常重要。焊接方法可分为两种,即正向焊接和逆向焊接。正向焊接的熔深较小且焊缝较平,逆向焊接的熔深较大,并会产生大量的熔敷金属。采用这两种方法时,焊枪角度都应该在10-30度之间(见图3)。
")
")
")
")

