・上一文章:细说国产轿车自动变速器维修技术(94)
・下一文章:浅谈防止涡轮增压发动机烧机油
二、涂装试验结果及缺陷分析
(一)1 号试板 ( 如图 5 所示 )
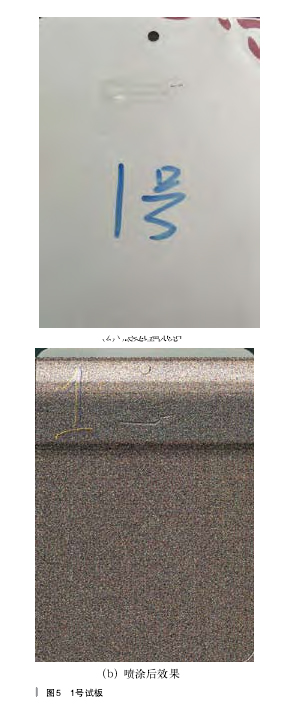
1. 打磨情况
样板为经过喷涂的旧板。使用费斯托干磨系统 :400 号干磨砂纸,3号打磨头。打磨后中间部位有划痕未处理掉 ;右上角有少许露底(面积为10×40mm),左侧边缘有沙眼。打磨后未喷涂中途底漆,直接做喷涂试验(符合维修工实际工作情况)。
2. 喷涂情况
(1)环境温度 23℃,湿度 64%,烤房在喷漆状态,冷冻式干燥机打开。
(2)除油、除尘。
(3)油漆 :白银 , 黏度为 20s(4号黏度杯),过滤。
(4)喷枪 :使用 SATA Jet 2000HVLP 1.3mm 口径面漆喷枪。
(5) 喷 枪 设 定 :枪 尾 气 压200kPa,最大扇面,最大出漆量。
(6)喷涂
①喷涂距离 13 ~ 17cm,走枪速度 30 ~ 50cm/s。
②底色漆喷 3 道 :第一道遮盖
50%,闪干 2min ;第二道湿喷 100%遮盖,闪干 5min ;第三道遮盖 50%、
2 倍枪距,闪干 2min。喷幅之间搭接1/2。
③罩光清漆喷 2 道,之间闪干(b)喷涂后效果5min。
3. 烘干
静置 10min 后送烤箱内烘烤,烤箱内温度 65℃,烘烤 15min。
4. 缺陷情况
(1)中间部分划痕被放大,变得更加明显。
(2)边缘部位沙眼明显。
(3)板面脏点较多。
5. 原因分析
(1)打磨不彻底。
(2)未喷中涂底漆。
(3)打磨材料粗。
6. 解决办法
(1)打磨时要打磨到露出金属底材。
(2)打磨后喷中涂底漆。
(3)最后打磨要选择 1500 号水磨砂纸或相同粒度的打磨材料。
")
")
")
")

