・上一文章:浅谈现代汽车电动防夹车窗技术
・下一文章:详解熔断器在汽车电器中的设计与计算
对步进电机式电子仪表的工作过程进行简要介绍, 详细阐述其装针过程设计与控制。
Abstract: The author briefly introduces the working process of electronic instrument based on stepper motor,elaborates the process design and control of its pointer installation.
随着汽车工业的发展, 汽车仪表技术也在飞速的发展。 指针指示因具有显示的直观性等优点一直占据着主导地位, 而目前指针的控制基本都是采用步进电机来驱动。 步进电机式电子仪表具有重复性好、 线性度高、 响应速度快、 定位精确、 可靠性高等众多优点, 已经得到了广泛的认可和应用。 虽然步进电机存在诸多优点, 但是因其结构精细, 电机针轴受力不当很容易导致步进电机的潜在失效, 会对仪表的性能造成影响。 因此进行科学合理的指针安装过程设计与控制是提升仪表品质、 缩小与国内外同行业差距的关键因素之一, 对提高市场竞争能力也具有非常重要的影响。
1 步进电机式电子仪表工作过程
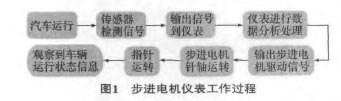
汽车运行中车辆的各种运行状态信息, 如车速、 发动机转速等信号, 通过安装在车辆上的传感器感应出脉冲信号输出到汽车仪表中, 汽车仪表将采集到的车速、 转速等信号通过仪表内部的单片机进行处理后, 再将脉冲信号输出到相应的步进电机, 来驱动步进电机的针轴按照设定的方向转动一定的角度。 在非超载的情况下, 电机的转速、 停止的位置只取决于脉冲信号的频率和脉冲数, 而不受负载变化的影响, 即给电机加一个脉冲信号, 电机则转过一个步距角。 由于仪表的指针安装在步进电机的针轴上, 因此从指针的指示位置可以直接观察到车辆的车速、 转速等运行状态信息。
同样道理, 汽车的燃油、 水温等相关信息通过传感器输出相应的电阻信号给汽车仪表, 汽车仪表通过内部计算处理, 最终输出对应的脉冲信号驱动步进电机的针轴运转, 来指示汽车的燃油、 水温等信息, 保证行车安全。 其大致工作过程如图1所示。
2 装针过程设计与控制
在步进电机仪表的生产过程中, 指针安装的过程设计及控制是保证仪表品质的关键。 在步进电机技术应用于汽车仪表之初, 由于对步进电机的指针安装控制经验不足, 大多采用人工压装指针的生产模式, 往往导致步进电机在指针安装过程中出现各种潜在的失效, 造成仪表在使用过程中出现指针卡滞、 抖动等品质问题。
由于指针安装到步进电机针轴上之后, 无法对其配合效果进行直观检验, 为保证指针定位精确、仪表运行可靠, 必须对压针的过程进行有效的检测与控制。 在指针的压装过程中, 最直接有效的监测参数就是压针过程中指针和步进电机针轴之间的配合力, 即行业通称的指针压合力, 本文中介绍的里程表装针过程的压合力控制要求为40~130N。
随着步进电机技术的广泛应用, 对装针过程的控制技术日趋成熟, 下面通过一款汽车组合仪表的里程表指针安装过程的介绍, 来对步进电机仪表的装针过程及控制方法进行探讨。
2.1 里程表的关键指针档位介绍
步进电机仪表指针零位示意图如图2所示。 机械零位———仪表上电前, 指针的指示位置。 上电零位———仪 表 上 电 后 , 指 针 的 指 示 位 置 。 工 作 位置———仪 表 上 电 后 ,有车辆信号输入的指针的指示位置。

2.2 自动装针的过程设计与控制
装针设备采用位置传感器 ( 行程开关)、 气动执行系统,通过工控机全程监控来完成 “指针” 在工位上的装配, 人工将指针放置在针轴上,由设备来完成自动压合过程。
步进电机仪表指针装配过程流程如图3所示。
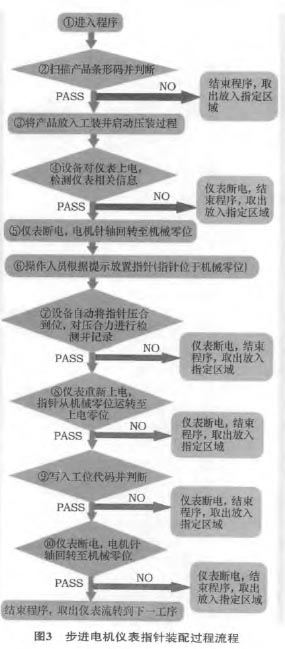
启动装针设备并选择需要的装针程序, 扫描条码判断产品信息, 将合格的仪表放入装针设备对仪表进行软件信息检测, 合格后进行指针的安装和压合,在压装过程中设备自动监测并判断压合力是否符合要求, 并对装针合格的仪表写入相应的工位代码,同时将压装的压力过程参数记录在设备内便于数据统计分析和追溯。
")
")
")
")

