・上一文章:雷克萨斯LX570车身升降系统停止工作
・下一文章:如何做好农机具的技术保管
底盘装甲,又称“底盘防护涂料”,顾名思义,是用来保护汽车底盘免受外界环境的破坏,保证汽车的完整性和安全性,使用底盘装甲对于汽车的使用寿命起到非常重要的作用。在新车销售时,很多车主都知道要加装底盘装甲。
在汽车售后维修市场,对于事故车的维修,为了修复到汽车出厂时的状态,喷漆前同样也需在新饭金件上喷涂抗石击的底盘装甲,如底盘下方、门槛下方和轮拱等部位。市场上常见的底盘装甲都需要使用专用喷枪进行施工,并需要外接压缩空气;喷涂施工完成后,维修人员还要及时清洗胶枪,否则胶枪很容易堵塞,这会严重影响下次的维修工作。本身充有压缩空气的自喷型底盘装甲,也俗称“粒粒胶”或“防撞胶”,施工时无需专用喷枪,也不需要外接压缩空气,可以随时随地施工,大大提高了维修的效率和质量。
目前,市场上的自喷型底盘装甲鱼目混珠,产品质量参差不齐。虽然维修厂的使用量不是非常大,但也是必不可少的产品。劣质的产品不能满足施工性能和产品性能的要求,但是我们怎么来判断产品的质量呢?通常我们需要评估产品的施工性能、表面能否喷漆、干燥后干膜的耐温性和耐久性、抗石击性和耐冲击性等。
一、施工性能
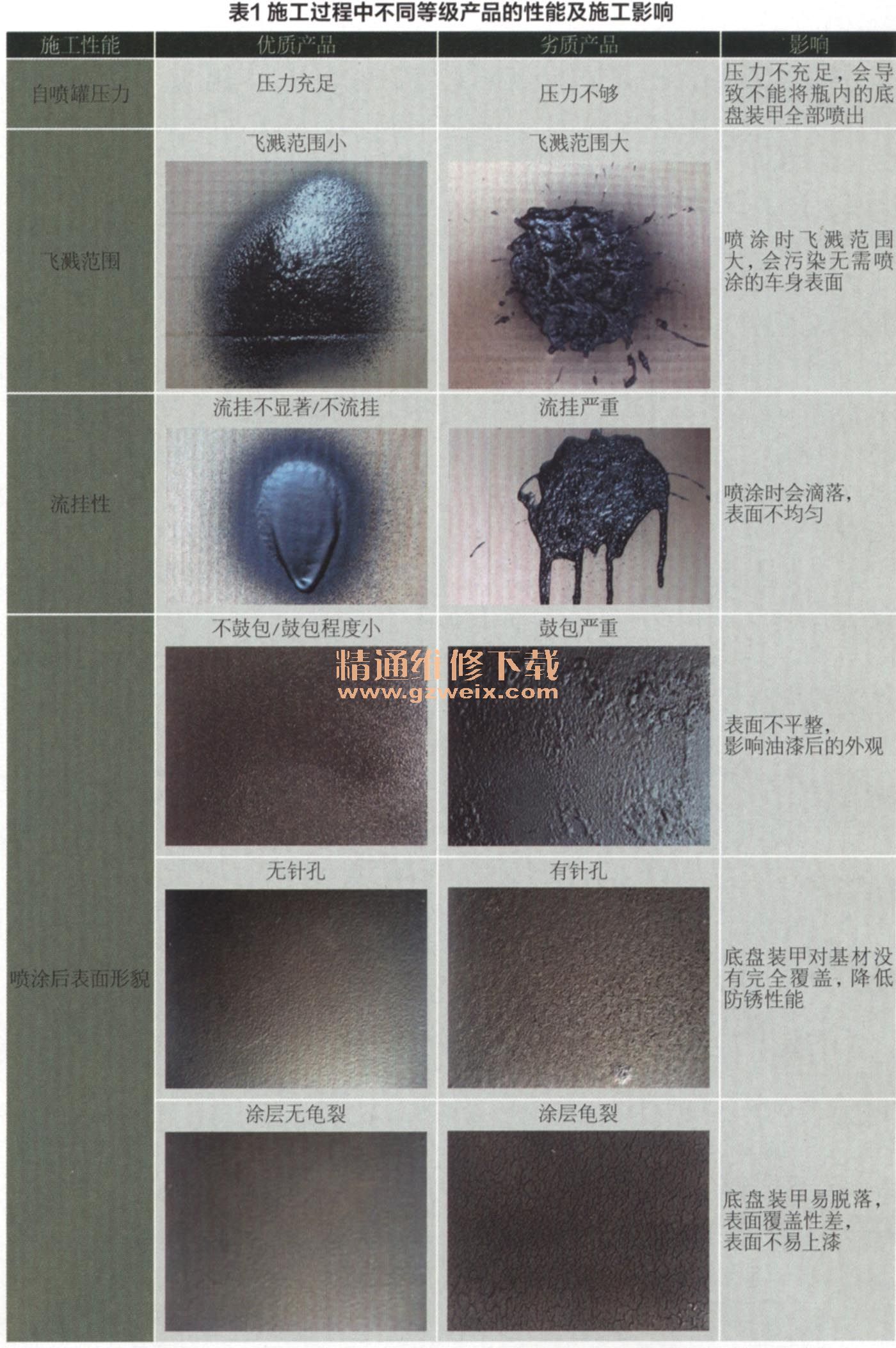
合格的产品,首先要满足现场施工的要求,否则再好的产品也不会得到操作人员的认同。表1列出了施工过程中不同等级产品的性能以及其对施工的影响,同时也帮助操作师傅来鉴别和选择合适的自喷型底盘装甲产品。
二、耐温性和耐久性
底盘装甲的施工性能固然重要,但其固化后材料的耐久性也是很重要的方面。底盘装甲长期暴露在恶劣的环境中,夏日要经受高温路面的烘烤,低端的沥青类产品很容易软化滴落,同时会放出刺鼻的气味;冬季环境温度低,低端产品会发硬发脆,其减振降噪性能会显著降低,同时当受到外界的冲击时,材料极易开裂脱落。所以在选择底盘装甲的产品时,一定要选择高性能的合成橡胶材料,这种材料可以保证底盘装甲在不同的环境条件下仍然保持优异的性能。
三、抗石击性和耐冲击性
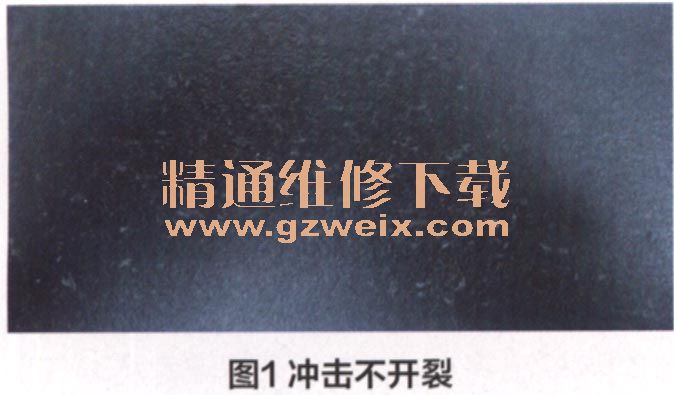
底盘装甲的主要功能之,就是要抵抗路面砂石的撞击,所以抗石击性和耐冲击性的高低是评价一款底盘装甲好坏的一个重要指标(图1、图2)。低端产品由于其脆性,通常抗石击性和耐冲击性都比较低,不建议使用。

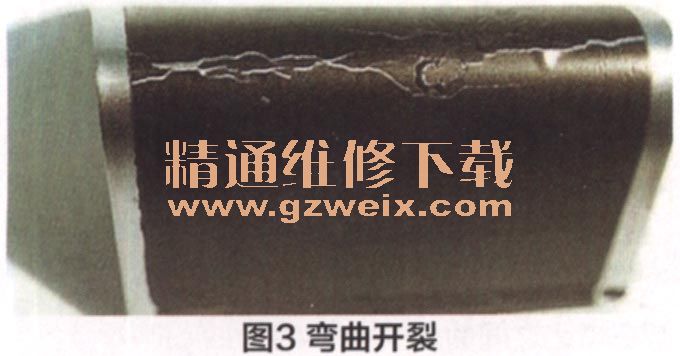
通常我们可以用简便的弯曲方法来识别产品的弹性和耐冲击性,如果产品的弹性不足,在弯曲后则会出现涂层开裂的现象(图3)。
四、表面喷漆性
在汽车维修时,一些可见部位(如门槛下方)在喷涂完底盘装甲后,表面需要喷漆,所以底盘装甲的表面喷漆性也是维修人员需要考虑的方面。所选用的自喷型底盘装甲应该具有很好的表面喷漆性能,油漆干燥后,油漆不变色、不脱漆。
瑞士西卡公司目前市场上销售系列底盘装甲产品有溶剂型、水性和自喷型。其中SikaGard-6440 S是一款自喷型的底盘装甲产品(图4、图5)。该产品采用高性能的合成橡胶,非劣质的沥青材料。与市场上的同类产品相比,该产品各项性能都很优异,如施工时无滴落,干燥时间快;喷涂后不发泡、干燥后表面覆盖性好、无针孔露底、表干后可喷漆;干燥后的胶膜具有很好的附着力和优异的低温柔性、抗石击性和耐磨性。其优异的施工性能和产品性能得到众多维修人员的认可,是汽车维修不可或缺的产品。


正常条件下,在按照西卡公司的建议对产品进行妥善的储存、使用及施工的基础上,西卡公司根据目前掌握的知识和经验真诚地提供产品的信息及其他建议。本文信息仅适用于该文明确规定的产品和应用。如施工参数发生变化,例如更改基材或有不同的应用,我们建议在使用西卡产品之前咨询西卡技术服务部门。本文给出的信息并不意味着对于特定的应用和目的,用户可以免除实验测试。所有订单都要符合当前最新的销售及交付条款。用户必须经常参考最新版的产品数据表,如有需要西卡公司可以提供服务。
汽车三元催化器故障原因及处理措施
当前雾霆天气引起全社会对于治理空气污染的重视。众所周知,我国汽车保有量持续高速增长,机动车尾气污染成为城市空气污染的主要来源之一。研究表明,北京城区机动车排放的气体污染物占总气体污染物的比重超过20%,在拥堵地区的交通高峰时段,机动车排放的污染物占比甚至超过50%。
城市中行驶的机动车主要是狭义乘用车,即传统意义上的轿车,绝大多数都是汽油动力。三元催化器也被称为三效催化器,是汽油车控制尾气排放污染的核心装置起着不可替代的作用。三元催化器能同时处理掉汽油车排放的NOX、HC和CO三种污染物,同时部分降低PM排放。发动机在闭环电控状态下工作时,能够同时转化掉尾气中超过90%的主要污染物。
一、三元催化剂器的工作原理
三元催化器是一种化工装置,泛指能同时催化三种化学反应的催化剂,催化剂起加快反应速率的作用,其本身并不参与反应。汽油车上这三种化学反应如下:①HC与O2反应生成H2O和CO2; ②CO和O2反应生成CO2; ③NOX和CO反应,生成N2和CO2。
三元催化剂巧妙地利用了汽油车尾气中主要成分的浓度关系,理想状态下能同时转化绝大部分的三种主要污染物。此外,部分未燃HC是以微小颗粒或气溶胶形式存在,因此三元催化剂也能降低车辆的颗粒物排放水平,对PM控制做出贡献。
如图1所示,三元催化器的核心部件是涂覆了活性催化剂的陶瓷载体,活性催化剂涂层主要由铂、把、锗等贵金属组分和柿错等稀土族元素添加剂及A1203等支持材料组成。贵金属是其中的活性成分,促进HC、CO的氧化反应和对NOX的还原反应。陶瓷载体外裹衬垫安装在催化器金属壳体中,衬垫主要起保护陶瓷芯体、减振、固定、隔热的作用。
三元催化剂投入应用与发动机控制技术的进步和无铅汽油的推广有密切关系。三元催化剂对铅非常敏感,微量的铅也会造成催化剂中毒失活。三元催化剂的工作性能与发动机尾气的空燃比有密切的关系。图2说明了三元催化剂的转化效率与发动机空燃比的对应关系,在偏稀燃烧的情况下,O2充足,有利于氧化反应进行,催化剂对HC和CO的转化效率非常高,对NOX的转化效率低;反之,在发动机偏浓燃烧时,反应平衡向还原方向偏移,NOX的转化效率很高。只有在理论空燃比,即空燃比为1附近,才存在三种成分净化效率都很高的情况。要充分发挥三元催化器的性能就必须将发动机工作窗口控制在理论空燃比附近,整个发动机电控系统根据氧传感器的反馈,实现对发动机空燃比的闭环控制。目前市面上的汽油发动机,绝大多数是工作在空燃比为1的工况下以满足三元催化剂的工作要求。
为了保证车辆排放始终在法规限定的水平之内,国家要求催化器需要满足整车100000km耐久行驶的要求,并在车辆申请公告时进行实车验证。2018年全国范围内将实施国五排放法规,对汽车三元催化器及相关部件的耐久里程要求会提高到160000km。法规同时要求,在三元催化器损坏及车辆的主要污染物排放超标时,OBD系统立即被触发,MIL灯报警提醒驾驶者及时修复故障。车辆系统也可能采取限制功率输出等方式,以保证驾驶者及时有效地排除故障。
二、主要故障类型和排除方法
三元催化器的损坏可以分为两大类:一类是催化活性下降;另一类催化剂的损坏是物理破损。
1.催化活性下降
催化活性下降,具体表现在催化器外壳和内部的物理结构均没有损坏,但是车辆污染物排放超标。除MIL灯点亮外,没有明显的故障现象,且很难通过外部检查来发现故障。该类催化器损坏的主要原因是催化剂活性的丧失。和其他化工产品类似,催化剂失去活性主要由于催化剂的老化。首先是高温老化,三元催化剂的工作范围需要控制在950℃以下,如果异常因素造成催化剂表面温度急剧升高,则催化剂的活性会严重下降,且温度上升的幅度与活性的下降成指数关系,瞬间超过1300℃就可能使催化剂活性基本丧失;其次是毒害老化。燃油和机油中都添加了多种添加剂,如含锰、硅、磷元素的添加剂等,这些添加的元素不可避免地随尾气进入催化器,在车辆长期运转后沉积在催化剂表面,占用催化剂的活性相位,使催化剂的活性逐渐丧失。根据老化原因的不同,催化剂的失活可以不同程度地恢复。热老化造成的失活一般不可恢复,而某些元素,如硫造成的老化,通过运行特定的循环,性能是可以恢复的。
2.催化剂的物理破损
车辆启动后,除MIL灯点亮外,车辆行驶时催化器内会有明显的异响,在拆下催化剂后,发现陶瓷芯碎裂造成排气管堵塞或车辆加速无力,从拆下的催化器中能倒出陶瓷载体的碎块和粉末。极端情况下,拆下催化器后会发现陶瓷芯体已经完全“失踪”。这种故障下催化剂陶瓷芯碎裂的原因比较复杂,例如封装过程中载体损坏,催化剂遭遇瞬间高温或激冷使晶格损坏,异物进入造成的结构破坏,也可能是由于衬垫被气流吹蚀,造成载体失去固定力等。
由于油品差等使用环境造成的故障,无法通过更换催化器来彻底解决。因此对无法准确判定原因的故障,除更换三元催化器外,需要扩大寻找故障的范围,继而找到催化器损坏的根本原因。
在售后服务领域,驾驶者一般是听到了排气系统的异常响声或因故障灯报警后才到4S店报修。维修人员往往先读取故障码,此时电控系统常见反馈是三元催化剂损坏。由于对催化剂的健康状态监控是通过前后氧传感器的信号差异比较来实现的,维修人员应该首先排除氧传感器的故障。
当拆下催化器后,即使没有异响,维修人员也会直接更换催化器结束维修。但需要注意的是,由于国家对三元催化器质量的强制性耐久要求,新车在申报公告时都经过相关的实验,绝大部分催化器本身的损坏并不是由于催化器自身的质量问题。
三、催化器损坏的原因
1.燃油油品品质不佳
尽管从2000年起我国已经禁止使用含铅汽油,但是为提高汽油抗爆性,我国的燃油中仍普遍添加了有机锰等抗爆剂组分。以锰添加剂为例,随着车辆的使用,添加剂中的锰随高温尾气排出会逐渐沉积在催化剂入口端表面,可能会引起催化器堵塞。2014年起我国执行新的汽油标准后,全国油品质量陆续升级,油品中添加剂的含量会得到严格控制,该故障可能将不再常见。
2点火系统故障
点火系统故障造成未燃的油气进入催化器,在催化器内“后燃”。催化剂的这种故障原因是最难以发现的,未燃油气进入催化器后会在载体内部燃烧,瞬时高温可能超过1400℃,完全破坏催化剂的机构。损坏的催化剂往往外部完整,内部却已经烧熔或碎裂(图3、图4)。有时在催化器的入口端检查可能没有问题,但从出口端检查时会发现陶瓷载体被“掏空”。遇到这种故障现象时,除了更换催化剂,也需要寻找到导致形成未燃油气的原因,如发动机失火、点火线圈故障等,从根本上解决该故障,否则即使更换了催化剂,“后燃”现象有可能再次发生。
3.涡轮增压器漏油
带涡轮增压器的发动机,涡轮增压器漏油造成机油进入催化器。不当地使用和维护涡轮增压器,造成增压器油封漏油,机油在负压作用下,随尾气进入催化器内。催化剂表面的温度在700℃以上,使机油在催化剂表面燃烧形成高温,故障现象与未燃油气进入催化器相同。这类故障发生时,催化器会有明显的被机油污染的痕迹。一定要在找到机油进入催化器的原因后再更换催化器。
4.外部异物进入催化器前部
由于催化转化器内的气流孔道都非常小,前端进入的异物较大时无法顺尾气流过,异物将在尾气的吹动下不断与陶瓷载体碰撞摩擦,最终彻底损坏催化器。焊渣、衬垫甚至脱落的螺丝等使催化剂被异常磨损的故障较为常见。为避免该故障现象的发生,安装催化器时需要严格杜绝异物进入催化器的上游气流通道内。
")
")
")
")

