・上一文章:北京现代名图汽车无钥匙控制系统详解
・下一文章:柴油车燃油油路排气方法
一、焊接变形分析
焊接是通过热量来实现两工件的连接,但是热量会使工件产生焊接热变形。对工件进行不均匀加热,在加热的过程中,只要高温产生应力大于材料屈服点,工件就会产生伸缩塑性变形,冷却后工件必然有残余应力和残余变形。
二、焊接变形控制
从焊接工艺上进行改进,比如用连续点焊替代连续焊接可以有效防止和减少焊接变形所带来的危害。除此之外,常见的防止焊接变形的方法有:反变形法;利用装配和焊接顺序来控制变形;刚性固定法;锤击焊缝法等。
利用装配和焊接顺序来控制变形是比较好的办法,不需要其它方法的经验与工具设备辅助,对于维修人员提高效率,降低劳动强度非常有利。
三、焊接顺序的影响
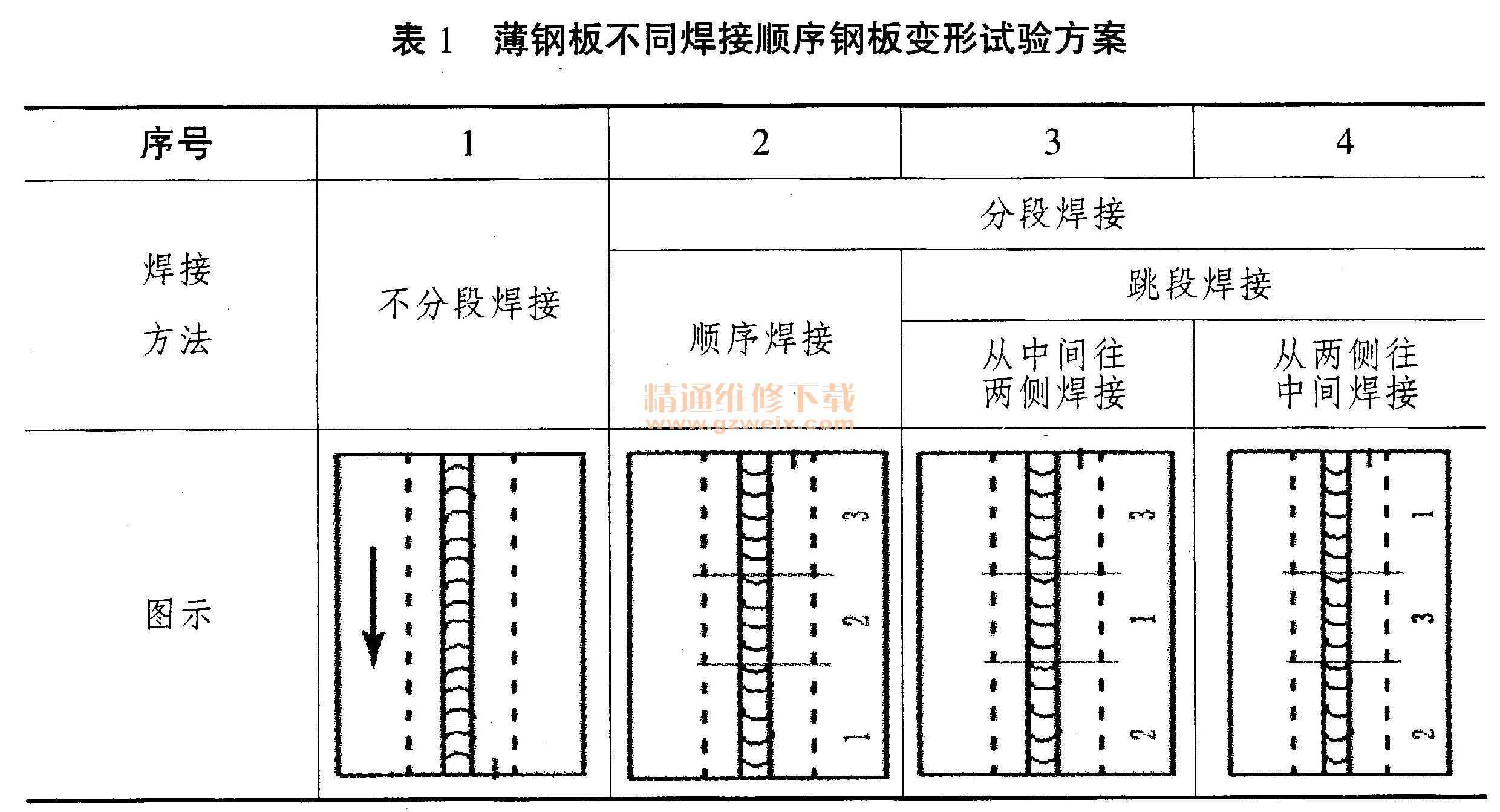
为了探究焊接顺序对薄钢板焊接的影响,设计了一组简单的试验。采用同一台机器,同一操作者,同一焊接方法,同一批次的同规格的薄钢板为对象,使用夹钳夹紧两片薄钢板使其间隙保持不变,对接进行连续点焊,短时间间隔内进行试验。通过不同的焊接顺序比较焊接之后板件变形程度,对比发现变形相对较小的焊接顺序。
因为薄钢板非常容易变形,普通连续焊接热量较大,不适用于薄钢板,所以本试验采用连续点焊的焊接方法。试验设计方案如表1所示。
四、试验结果
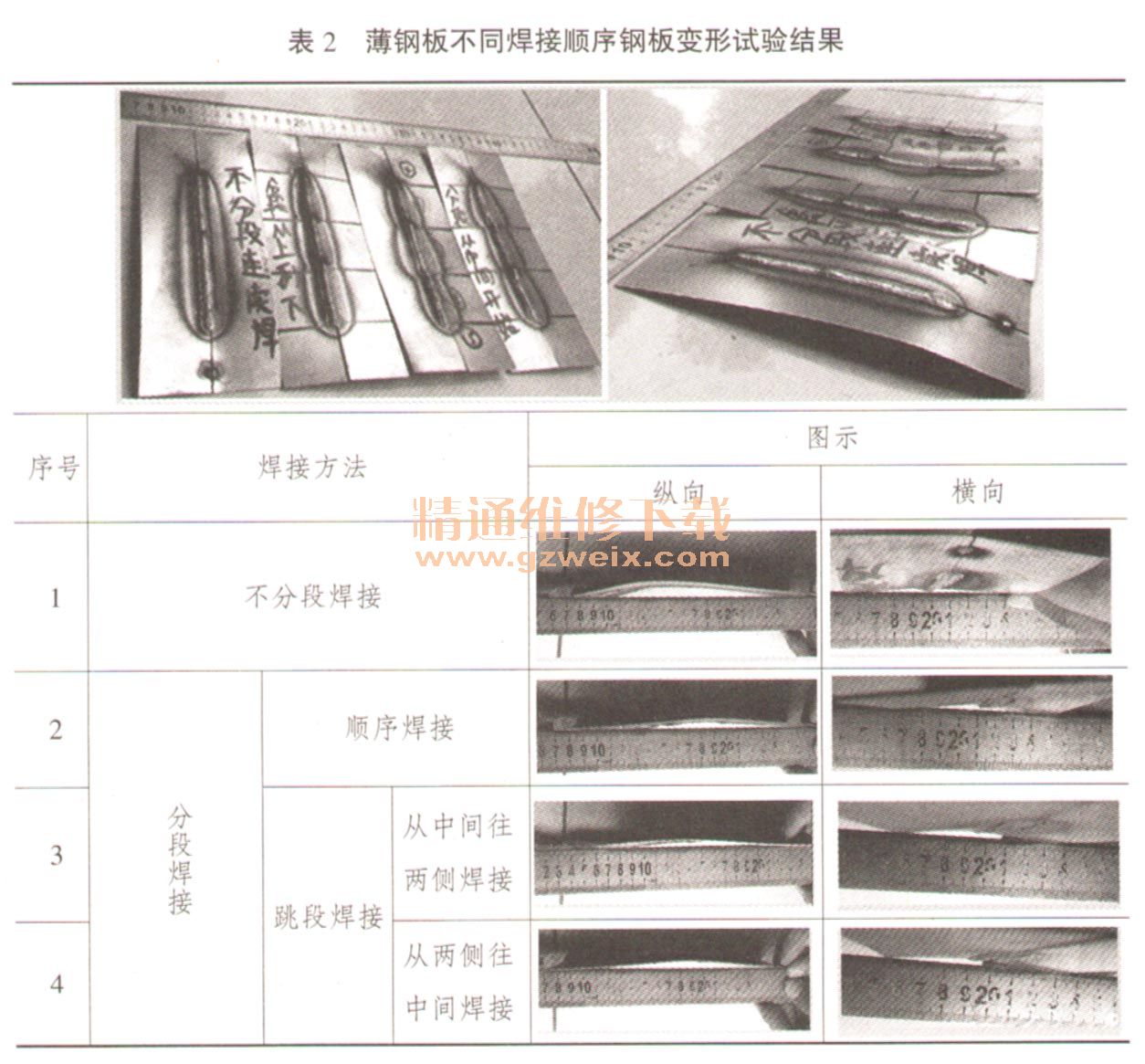
通过试验发现不同焊接顺序对钢板变形影响差别明显,如表2所示。
五、总结分析
使用连续点焊可以较好控制焊接热量积累,从而把热量影响控制在较小的范围内,从而有效减小热变形。
通过不同焊接顺序发现分段焊接对薄钢板整体变形控制比不分段要好,尤其是在薄钢板能自由活动的纵向区别]明显;在受约束的横向看似不分段焊接变形更小,实际在焊接过程中发现随着焊缝长度的增加,薄钢板产生纵向卷曲,这种卷曲使得横向变形被限制,焊接后的工件会存在更大的应力,长时间还会继续变形。分段焊接变形较小,横向受纵向约束也少,所以应力小,局部变行比不分段要大一些,但由于分段时钢板又额外获得了一段冷却时间,热变形量相对较少,整体效果比不分段的好。
从分段焊接效果来看,按顺序焊接和从中间开始往两端焊接明显优于从两端开始往中间焊接。从两端开始向中间焊接使得钢板中间部分热量不断积累,高热量聚集使得钢板中间部位变形严重,和不分段焊接效果相当,而顺序焊接使得热量沿焊接方向快速增加,过后不断降温,没有热量再次积聚,从中间开始向两端的焊接也是如此,而且是向两端进行,分散热量,所以钢板整体散热效果是最好的,变形和应力也是最小的,所以薄钢板的焊接应该采用从中间开始向两端的分段连续点焊。
")
")
")
")

