・上一文章:利用风速计判断空调无热风故障过程及分析
・下一文章:金属漆涂装缺陷分析与防治
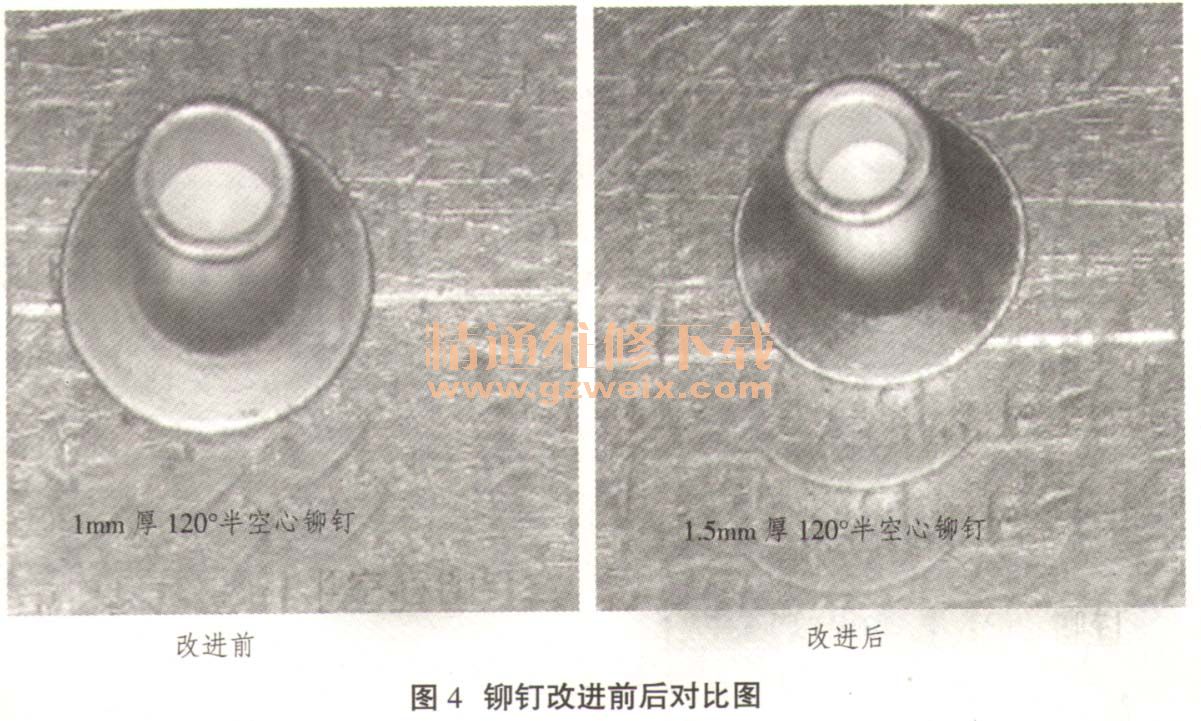
2,铆钉结构优化
铆钉采用120°半空心铆钉,材料为ML10,加厚半空心铆钉壁厚至1.5 mm,提高铆接强度,改进前后对比图见图4。
3.铆接结构改进
由原来的翻铆结构更改为墩铆结构,见图5。

4.铆接参数调整
更改1.5 mm壁厚铆钉后对铆接压力进行调整,由原来的3.3MPa增加到4MPa。
5.摩擦片材料配方及工艺改进
选用高长径比的纤维材料,材料的长径比提高将近1倍;提高混拌料的均匀度,混料时间延长1倍。
")
")
")
")

