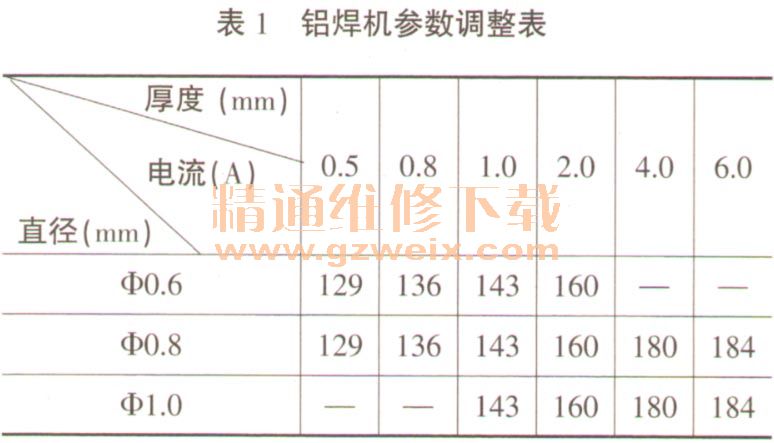
铝合金焊接因其材料的特殊性,车身维修人员在进行维修焊接作业时,必须全程严格遵照相关的焊接工艺操作规程进行焊接,确保所有安全措施布置到位。铝及铝合金属于活泼金属,极易与氧结合而生成一层致密的氧化层,其熔点很高,可达2000℃以上,大约为铝熔点的3倍,焊接无法在这层致密的氧化膜上进行,所以焊接前,必须首先清理干净焊接部位表面的油污、杂质等异物,再使用不锈钢钢丝轮打磨掉焊接区域氧化层,直到焊接区域呈现亮白色,开始焊接前检查焊接工作场地,保持宽敞通风,同时检查焊机设备工作状态,检查确认保护气体的压力、焊丝的余量等。操作者在焊接前必须先根据母材的厚度对焊机参数进行适当的调整设定,例如表1为飞鹰FY-200L铝焊机根据焊丝直径和铝材厚度给出的焊机电流参考值。在进行MIG焊接时,输出气体流量通常被设定为10~15L/min。
具体焊接操作过程:按下焊枪上的开关起弧成功后,送丝轮开始按预设的送丝速度通过导电嘴往熔池送丝,同时保护气体通过喷嘴不断流向熔池四周,起到隔绝周围空气的作用。在焊接过程中,要根据焊接的具体位置,灵活调整焊枪的姿态,使焊枪和工件及焊接方向保持一定的焊接角度。采用左焊法焊接铝及铝合金较好,焊枪指向焊接方向。由于左焊法焊缝熔深较小,电弧力推动熔池移动,使操作者更容易观察到焊缝位置,准确把握焊接方向。
焊接结束后熄弧,由于熄弧时容易产生弧坑及焊缝过热,所以操作者可以利用现代焊机带有的熄弧程序,关闭焊枪后继续停留一会儿,保持气体输送一定时间,再移开焊枪,避免产生弧坑裂纹。
焊接完成后,清理焊缝表面的黑灰和焊渣,同时检查焊缝质量,对有缺陷的地方要进行标记,找出具体原因,必要时制定返工方案,重新焊接。
相对于对普通钢材进行的活性气体保护焊,对铝及铝合金进行的熔化极惰性气体保护焊,对焊接技术要求更高,难度更大。铝及铝合金氧化产生的高熔点氧化膜容易引起焊接不熔化,同时焊接内应力容易产生焊接热裂纹。母材、焊材如果含有水分,焊接后焊缝易出现气孔缺陷。铝的导热性很强,是普通钢的3倍,熔池周围的温度变化很大,有时很难控制焊缝成形和过大的焊接变形。焊前工件的表面清理、焊接材料、保护气体、电源、环境、焊接工艺等因素都会影响到最终的焊接质量。MIG焊铝合金比焊一般钢材难一些,对于车身修复人员来说,焊接铝车身必须严格按照相关焊接规程操作,才能焊接出合格的高质量焊缝,确保车身修复质量。
上一页 [1] [2]
")
")
")
")

