・上一文章:铝合金客车车身的焊接加工技术探析
・下一文章:Catia IMA模块在汽车造型设计中的应用
摘要:白车身间隙面差是车身焊装工程的重点。本文分析了影响间隙面差的重要因素—烘烤变形,运用大量数据证明产生烘烤变形的原因。
0 引言
车身外观品质是衡量整车品质的重要指标,间隙面差是影响车身外观品质的主要因素之一。本文分析了从焊装装配到总装下线的各个环节对间隙面差的影响因素,用大量数据论证车门烘烤变形的原因。
1 问题描述
某车型在总装装配调整后,发现车门面差不符整车外观品质基准。经测量问题部位超差1 mm,且调整困难,不仅影响车身外观品质,造成后序抱怨。同时该问题需要投入大量的人力物力返工,影响车辆按时交付。
2 问题分析
梳理焊装至总装过程中影响间隙面差的所有因素,并对所有过程变量进行测量,结果如图1所示。

从统计的数据中可以看出,白车身间隙面差在涂装车间电泳烘烤后发生较大变化,其余过程变量较小,可以忽略不计。以下将重点探索导致车门烘烤变形的原因。
3 真因调查
通过分析,导致前门烘烤变形的主要因素有两方面:一是车门内板、外板可能在涂装烘烤变形,导致车门整体变形,进而影响车身间隙面差;二是车门内外板之间的结构胶可能在烘烤中产生应力,导致车门变形。
3.1车门内外板对车门烘烤变形的影响
由于内外板数据较多,就以右前门内板为例。第一步,在焊装时测量车门内板数据,然后到涂装进行烘烤后记录数据,通过对比数据,确定车门内板的烘烤变形量。第二步,使用烘烤后的内板进行包边,测量车门总成数据,而后到涂装进行烘烤,记录数据,并对比过程变化量。数据测量部位如图2所示,数据测量统计如图3所示。
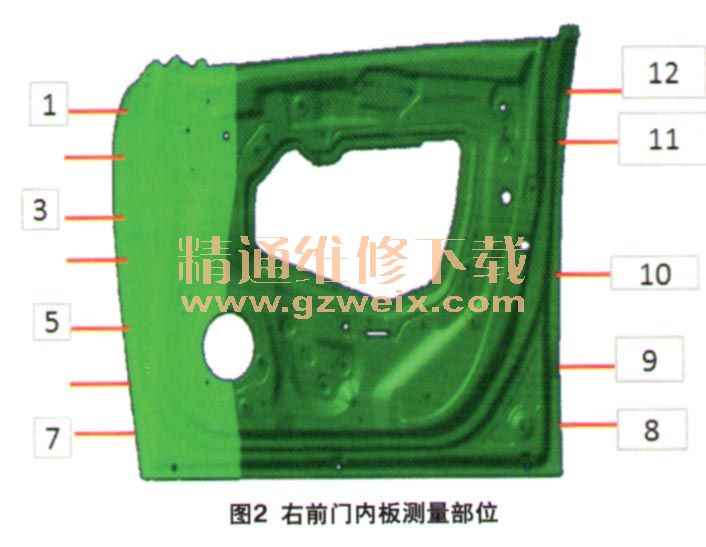

根据上述测量可以看出:车门内夕顺经涂装电泳烘烤后,单件变化量在±0.2 mm以内;使用烘烤后的内板进行包边烘烤,车门总成变化量在1.0 mm以内。因此,车门烘烤变形并非由车门内外板烘烤变形所致。
3.2胶对车门烘烤变形的影晌
按照上述方法,对使用折边结构胶的车门,经涂装烘烤后测量相关部位变形量,数据统计如图4所示。
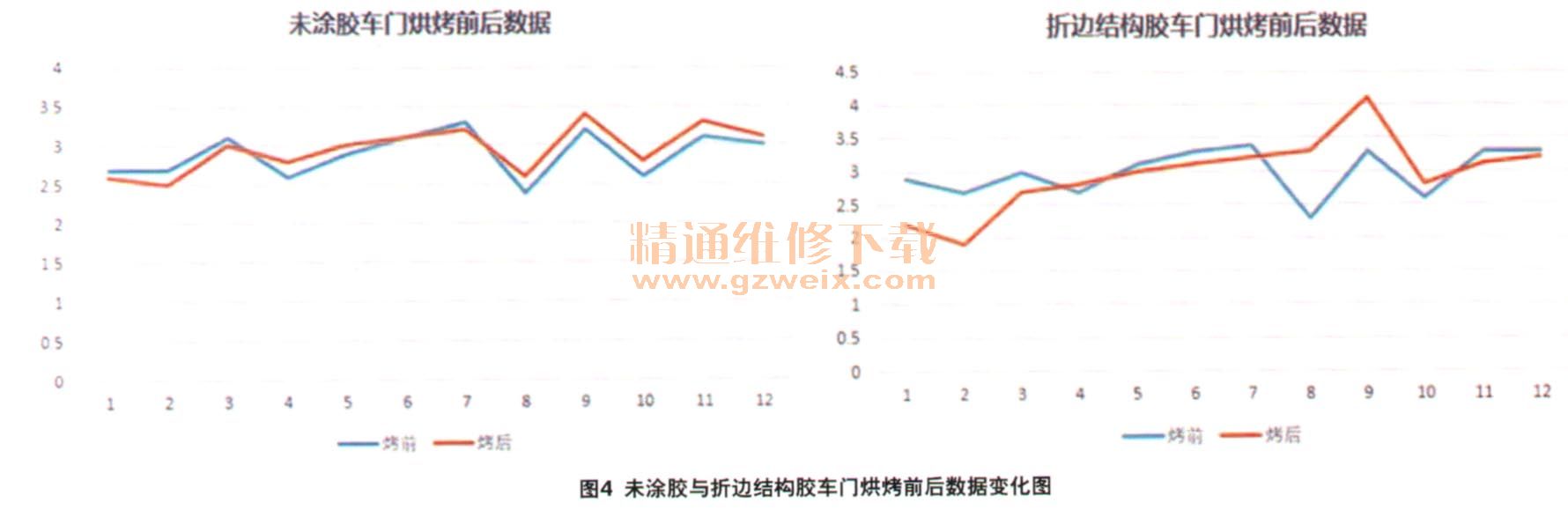
使用折边结构胶的车门,经涂装烘烤后问题部位经面差变化1 mm,不涂折边结构胶的车门,经涂装烘烤后问题部位变化0.3 m m,由此可见,折边结构胶对车门烘烤变形起决定作用。因此可以确认,车门烘烤变形是由折边结构胶导致,变形部位在棱线附近,位置沿棱线上下±100 mm。
4 解决方案
通过分析,为了解决结构胶车门烘烤变形的问题,可以通过以下3个方面进行改善。
(1)增加车门内板板料厚度及刚度。
(2)更改结构胶的组成成分,例如减小模量。
(3)降低涂装烤房烘烤温度,延长烘烤时间。
由于条件有限,以上措施只验证第二项。经验证,使用降低模量后的结构胶,车门烘烤变形量有明显的减弱。
")
")
")
")

