・上一文章:惰性气体保护焊的基本焊接方法有哪些?
・下一文章:车身板件基本的焊接方法有哪些?
连续焊是指焊炬缓慢、稳定地向前运动,形成连续焊缝的焊接方法(图6-10)。焊接时应固定好焊炬,以免产生晃动。采用正向焊法时,连续地匀速移动焊炬,并经常观察焊缝。焊炬应倾斜10°-15°,以便获得最佳形状的焊缝、焊接线和气体保护效果。导电嘴到母材之间应保持适当的距离,焊炬应保持正确的角度。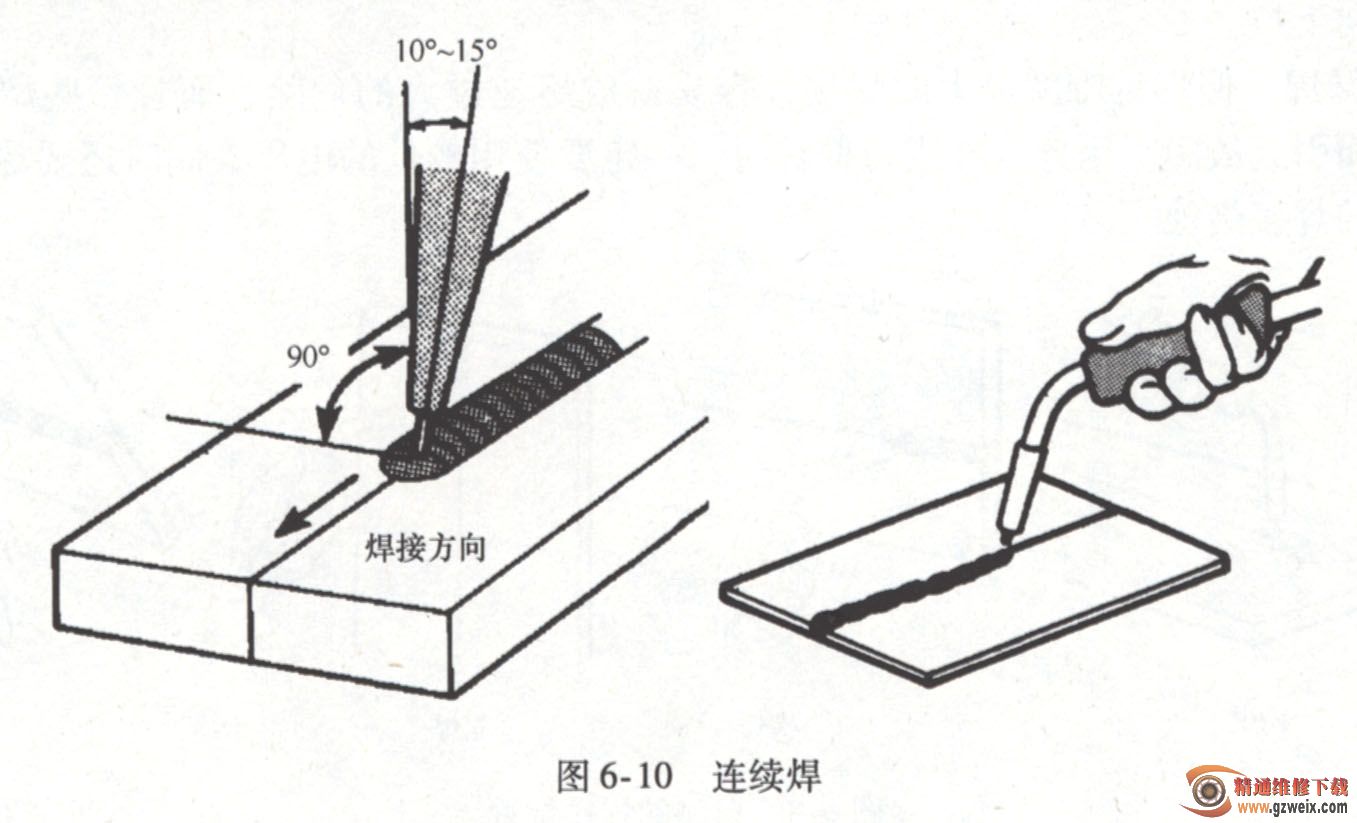
如果不能正常进行焊接,问题可能是焊丝太长。如果是这个原因,金属的焊接熔深将会减小。为了得到适当的焊接熔深,以提高焊接质量,应使焊炬靠近母材。如果平稳、均匀地操纵焊炬,可得到高度和宽度恒定的焊缝,而且焊缝上带有许多均匀、细密的焊波。





