・上一文章:雪铁龙世嘉电动车窗初始化
・下一文章:紧固及使用连杆螺栓的注意事项有哪些?
连杆在工作中,由于受力较大,容易产生杆身的弯曲、扭曲或弯扭并存等现象。连杆弯曲或扭曲,会使活塞在气缸内歪斜,造成活塞与气缸及连杆轴承的偏磨、活塞组与气缸间漏气和窜油。因此,必须对连杆进行检查和校正。
1.检查连杆弯曲和扭曲
连杆弯曲程度不得大于0.05mm/100mm;连杆扭曲程度不得大于0.05mm/100mm。连杆弯曲,一般产生在大、小端轴线所形成的平面内(前后弯),弯曲后,连杆大、小端低孔的轴线不平行;而连杆扭曲将使大、小端轴线不处在同一平面内。
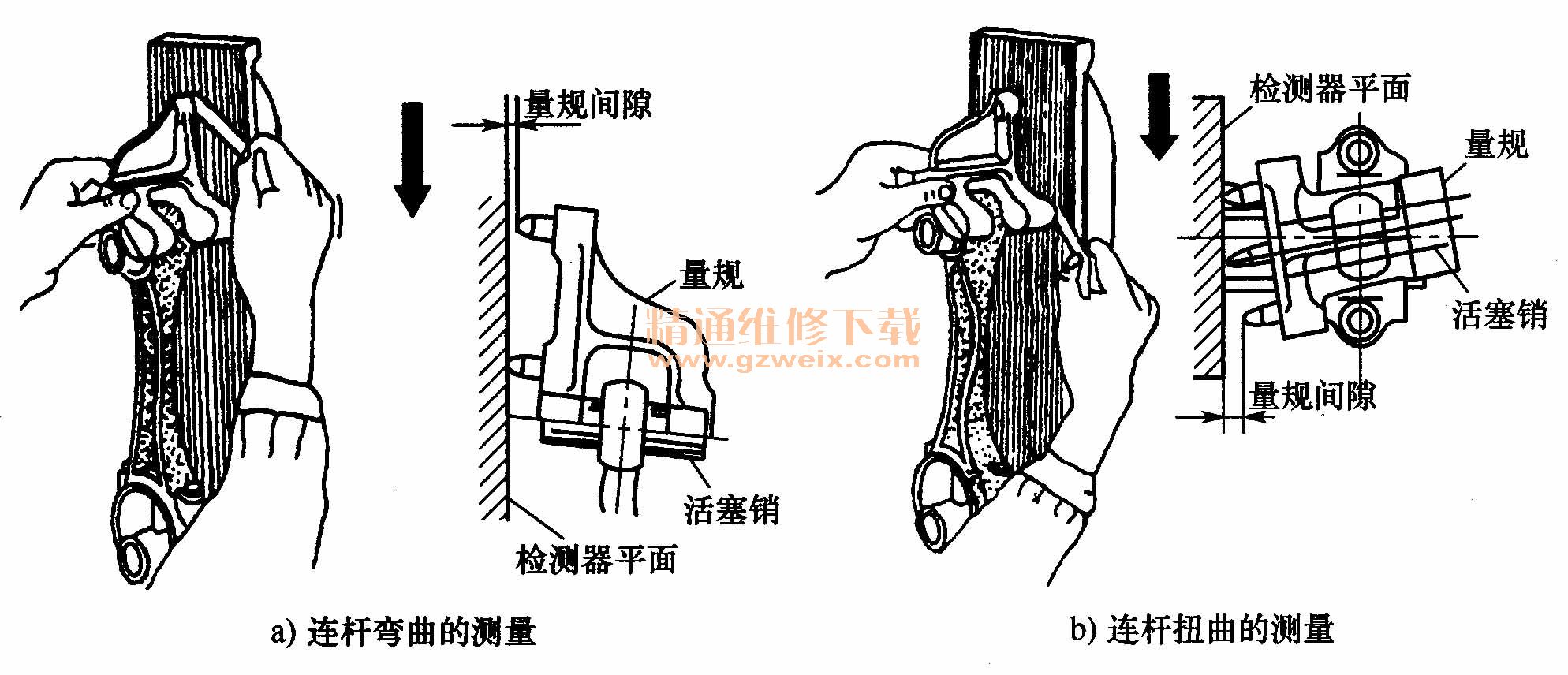
通常用连杆检验器来检验连杆的弯曲与扭曲变形,其步骤如下:
①将连杆大头盖装在连杆上,并用标准力矩拧紧,同时装上修配好的活塞销,如图a所示。
②将连杆轴承孔套装在检验器的横轴上,转动轴端螺母,使横轴上的定心块向外张,将连杆固定在检验器上。
③检验器量规的V形面靠在活塞销顶面上,观察小角铁三个爪头与平面的接触情况,即可查出连杆的弯曲方向和程度。
④将量规下移,使其侧面与活塞销侧面接触,观察量规与活塞销两端的接触情况,即可测出扭曲方向和扭曲量,如图b所示。
2.校正连杆弯曲和扭曲
检验时如发现连杆弯曲和扭曲,应使用专用工具予以校正或更换。对连杆校正的方法,如图c所示。

连杆校正后,连杆杆身部位存在的残余应力是不易消除的。因此,必须将连杆加热至400~450℃并保温0.5~1h,以消除杆身的残余应力,避免连杆在工作中恢复弯曲状态。
有条件时,为保证柴油机的修理质量,最好更换弯曲、扭曲变形较为严重的连杆,以避免连杆断裂故障。





