・上一文章:2014年比亚迪G5 1. 5L 473 QB/ QE发动机正时校对方法
・下一文章:汽车变速器常见故障分析与排除
3.正时链单元拆卸步骤
1)拆下正时链罩盖
2)推动活动导轨,将液压张紧器柱塞推入最大压缩位置,用卡销将液压张紧器柱塞卡死,见图5。
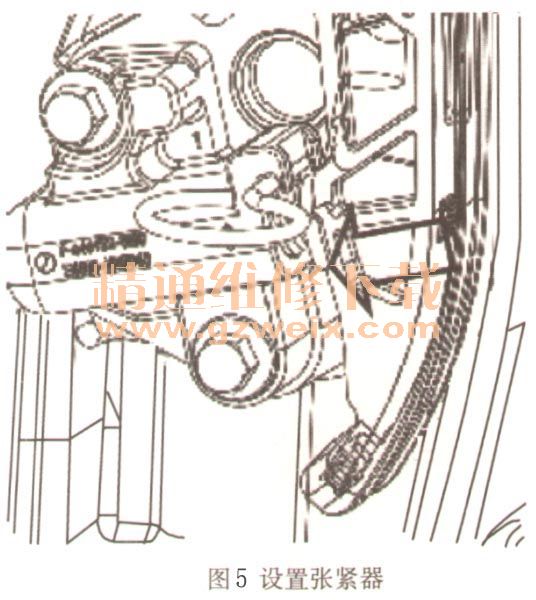
注意:液压张紧器内有大张力弹簧,切勿直接拆卸液压张紧器安装螺栓,以免柱塞突然弹出。
3)用10#套筒将液压张紧器拆卸下来。
4)依次拆卸活动导轨,固定导轨。
5)松开上导轨螺栓,将正时链条取下,拆卸后必须用记号笔标记链条正反面,以便装配时保持同一方向复原。由于链条运动方向的影响,正时链链片两侧的磨损量不一致,因此必须注意保持链条的拆装方向一致。
6)使用30#扳手卡住凸轮轴,同时使用力矩扳手将VVT螺栓拆卸,取下进排气VVT。
7)拆卸链条上导轨。
8)拆卸机油泵链轮,将机油泵链轮与链条一起取下。拆卸后必须用记号笔标记链条正反面,以便装配时保持同一方向复原。拆卸机油泵活动导轨。
4.正时链单元安装步骤
按照与拆卸顺序相反的步骤装配。注意装配前需进行发动机正时对准。
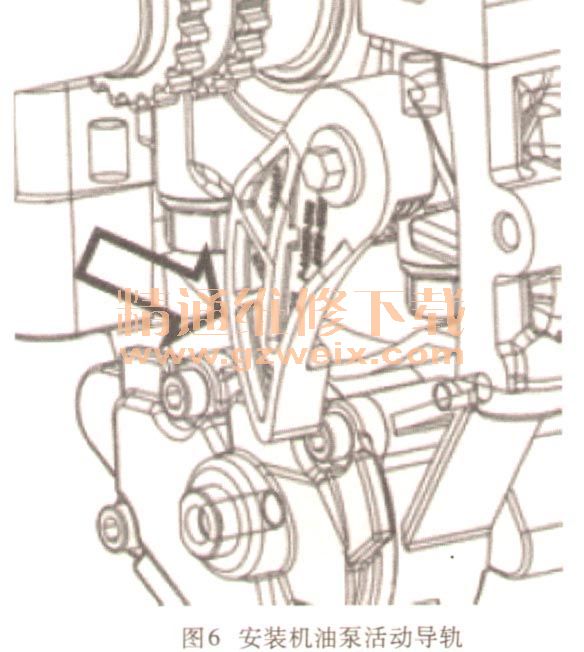
1)安装机油泵活动导轨,拧紧力矩9~12N·m,见图6。用手推动机油泵活动导轨,使其处于最大压缩状态。
2)安装机油泵链条,将机油泵链条挂上曲轴链轮,装配机油泵链轮,拧紧力矩20~25N·m。
注意:链条按照拆卸前的正反方向安装。
3)安装进排气相位器:分别安装进排气VVT,旋人螺栓暂不拧紧。检查是否能灵活转动否则拆下检查排气相位器和螺栓。
4)安装正时链条、上导轨总成:将上导轨总成旋人到凸轮轴第1轴承盖上暂不拧紧。然后将正时链条挂到进、排气相位器和曲轴链轮上,安装时应注意链条卡入上导轨两个面之间,并且上导轨面保持水平。
注意:链条按照拆卸前的正反方向安装。
5)将固定导轨固定到缸盖和缸体上,拧紧力矩9~12N·m。
6)将活动导轨总成用专用螺栓固定到缸盖上,拧紧力矩9~12N·m。拧紧后,活动导轨应能绕该螺栓灵活转动,否则拆下检查螺栓和活动导轨总成。
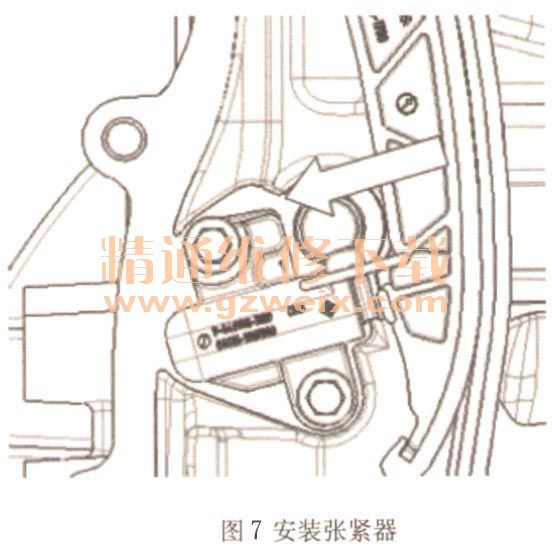
7)将液压张紧器总成紧固到缸体上,拧紧力矩9~12N·m,然后扳动活动导轨压紧液压张紧器柱塞,拔出液压张紧器的锁销使链条张紧,见图7。
8)链条张紧后,依次转动进排气相位器,保证链条在紧边张紧,检查链条贴在固定导轨与活动导轨内,并与曲轴链轮和进排气相位器应正常啮合。此过程需保证进气相位器到曲轴链轮啮合点以及进排气相位器之间的链条部分(即与上导轨接触的链条部分)不可松弛,保持上导轨水平,拧紧上导轨螺栓,拧紧力矩9~12N·m。
9)分别拧紧排气和进气凸轮轴螺栓,拧紧力矩均为105N·m +5N·m。取下曲轴定位销和凸轮轴正时定位专用工具,顺时针盘动曲轴两圈检查正时系统运转是否正常,禁止逆时针盘动。
10)沿正时罩盖内侧边缘用乐泰5910胶涂胶。注意胶要涂在正时罩盖安装螺栓孔的内侧。对应正时罩盖的定位孔将正时罩盖装上,然后分别装上螺栓,M10螺栓拧紧力矩40~45N·m,M8螺栓拧紧力矩为20~25N·m。




")
