・上一文章:珠海电网信息告警优化系统NAX的研发及运用
・下一文章:矿山机电设备远程控制技术的运用探讨
摘要:传统的喷砂方法是靠人工手持喷枪操作,这样不仅效率低,而且工人的劳动强度大。以某公司产品生产为例,介绍了运用触摸屏、PLC以及传感器等,设计的一种链条输送式自动喷砂机。实践证明,采用该设备喷砂提高了生产效率,而且降低了劳动强度,有效地节约了生产成本。
0 前言
喷砂机的主要功能是:通过磨料对工件表面的冲击和切削作用,使工件的表面获得一定的清洁度和不同的粗糙度,因此使工件表面的机械性能得到改善,从而提高工件的抗疲劳性,增加它和涂层之间的附着力,延长涂膜的耐久性,也有利于涂料的流平和装饰。工件喷砂后不仅把表面的杂质、杂色及氧化层清除掉,同时也使介质表面粗化,消除了工件残余应力,提高了基材表面硬度。假如磨料是棕钢玉,进气压力是6 kg的话,用喷枪对着一块厚度为1.5 mm铁板的一个点喷,约20~30 min就会把铁板喷穿。所以喷砂时喷枪一定要对着工件需要喷砂的部位喷,否则就会损坏其他设备。
传统的喷砂操作主要依赖人工操作一把喷枪,工人用左手拿住工件,右手拿喷枪对着工件需要喷砂的部位进行喷砂。这种工作效率较低,而且长时间喷砂使得工人的劳动强度较大,影响工作效率,同时为了能喷出较好的效果,对工人的技术水平也会有一定的要求。为了提高生产效率,降低生产风险,某公司急需一种自动化控制的喷砂机,要求待喷工件从设备的一边放入,从设备的另一边出来就是喷好的良品。
1 自动喷砂机结构
该设备的结构图如图1所示。经过对该公司产品待喷砂部位的特点进行分析,把工件的加工传输方式做成链条输送式。整个喷砂过程总共分为四个工位。前三个是喷砂工位,分别针对工件的三个不同部位喷砂,共有五把喷枪固定在箱体内部。每把喷枪的位置都可以微调,这样可以保证不同的工件都能喷。工位一有2把喷枪喷工件的刀部,工位二的2把喷枪分别是喷顶部和背部。工位三有一把喷枪是固定在油缸上,通过油缸上下运动来喷工件的FACE面。第四个工位是清洁工位,采用气帘吹气的方式来清洁溅到工件凹槽里的砂子,以免工件从设备出来时把砂子带到设备外面造成浪费。
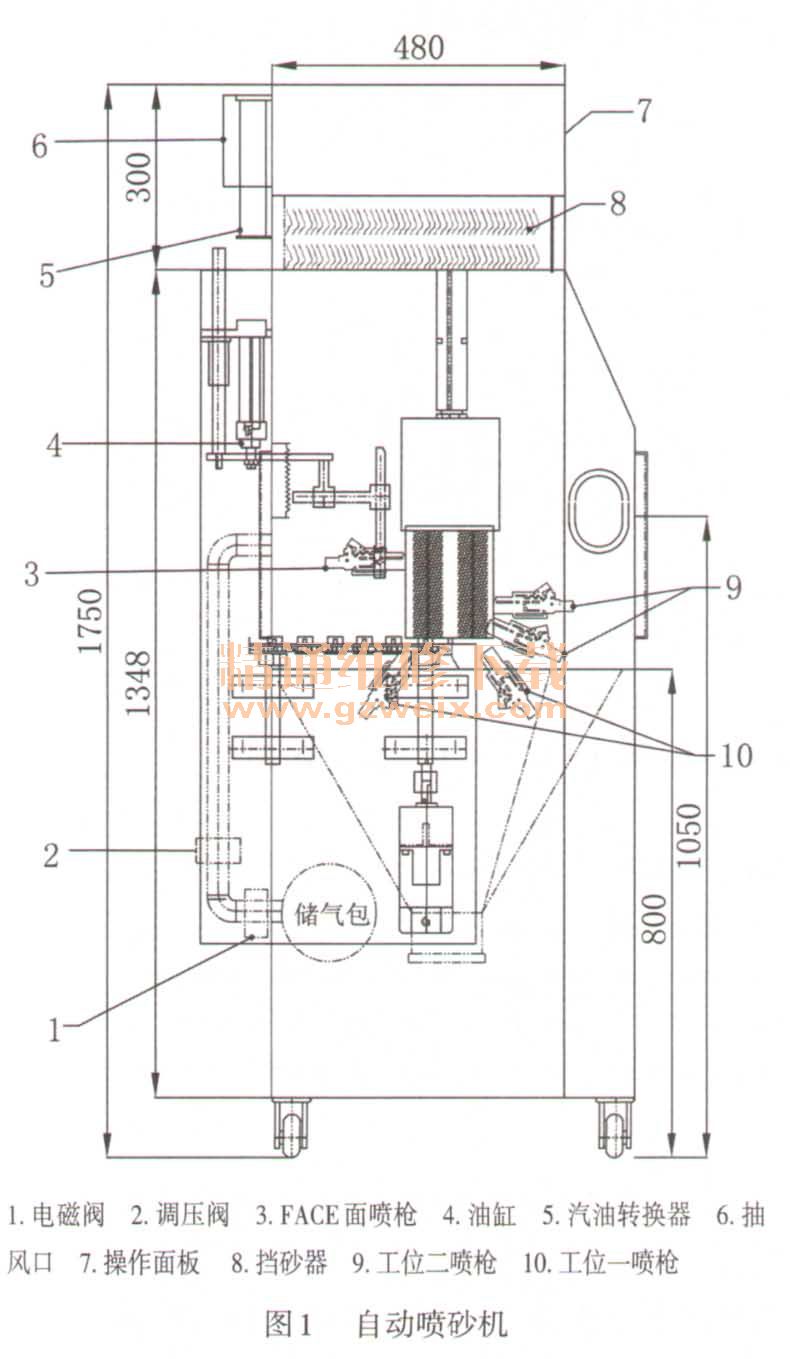
每把喷枪均设可以单独控制的电磁阀1,以及能独立调压的调压阀2、FACE面喷枪不同规格的球头刀部基准不变,以FACE面最大喷砂高度为油缸行程,以最大宽度为喷砂行程,设定喷砂起始位和终止位。控制FACE面喷枪上下移动的油缸4最大行程70 mm,在此范围内可以任意调节。汽油转换器用来对油缸稳定调速,控制油缸在任意位置停止。设备底部的储气包用来缓解外部供气的波动。
2 设备的控制系统
根据产品的工艺要求,设计自动焊接机控制系统的示意图如图2所示。

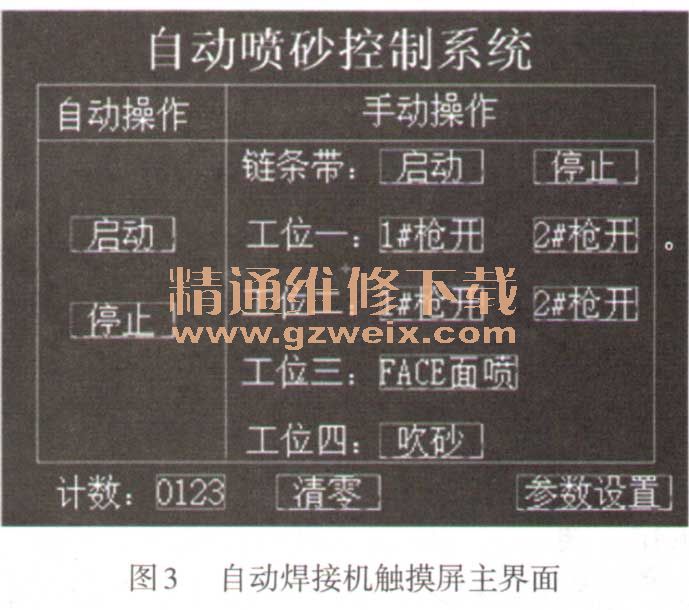
图2简明反映了控制系统的组成。触摸屏可操作设备自动运行或者手动运行,每把喷枪要在触摸屏上做单独开关,因为有的工件的一些部位是不需要喷的,同时还能显示工作计数以及清如图3所示。
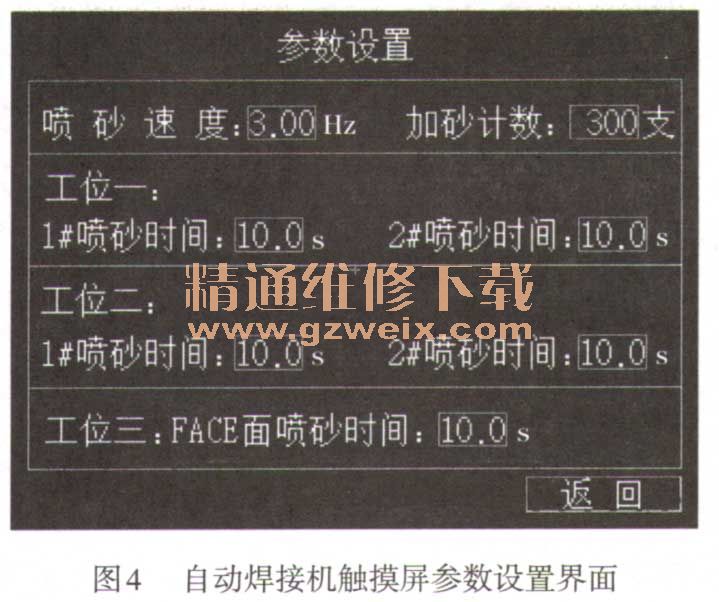
PLC接收到触摸屏信号后,经计算,输出各喷枪的控制信号、报警指示灯的信号以及状态指示灯(触摸屏和设备上都有)信号,并对计数器发出计数信号。每把喷枪的喷砂时间要可以设定,因为工件每个部位需要喷砂的长短不一样。可以通过数据寄存器D500等保存,然后通过触摸屏修改数值,同样还有喷砂时的速度以及加砂计数等要可以在触摸屏上设定,如图4所示。
3 部分PLC控制程序
根据设备的运行状况,程序控制一定要满足以下的动作要求:
(1)喷砂工位处没有工件时一定不能喷砂,否则会喷坏工件夹具和链条。
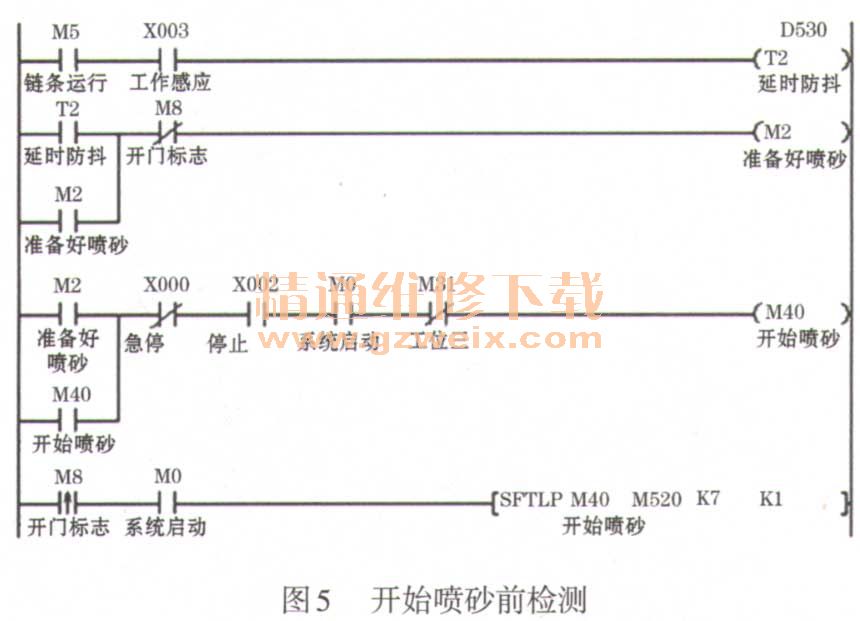
可以采用PLC的位左移指令SFTL、当红外线传感器X3感应到的时间大于等于工件感应时间的设定值时M2就置位,小于时M2就是复位状态,并把该状态通过位左移SFTL的移动特点传递到M520、M521、M522、M523,这样就保证了喷砂工位上没有工件时喷枪就一定不会喷砂。该段程序如图5。
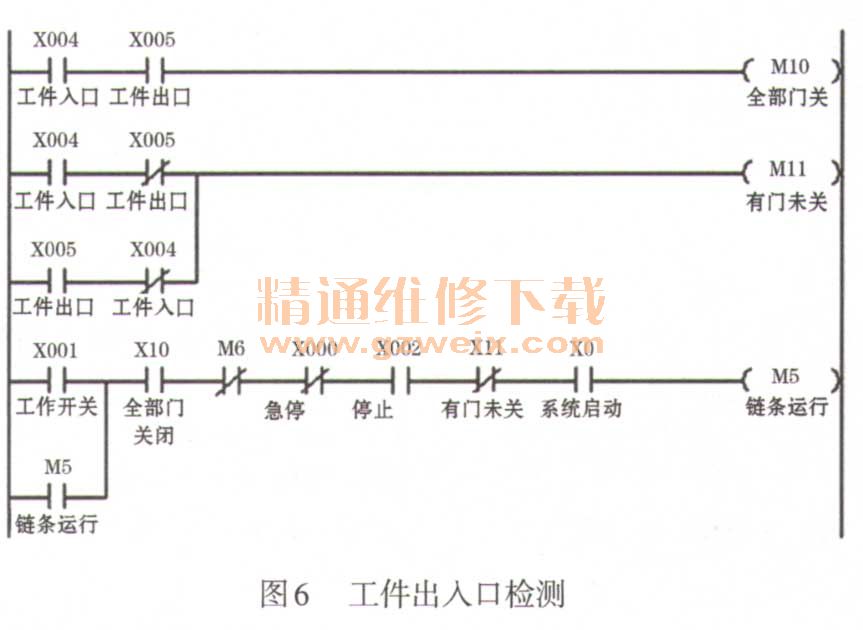
(2)喷砂时设备人口和出口一定要关闭,不然的话砂子会溅出,不光造成物料浪费,还有可能打伤人。针对这个问题,可以在工件人口处的上方和工件出口处的上方各装了接近开关X4和X5来检测门的状态,在链条运行时要保证一定是关门状态。并且确保门没关时,链条不会工作,喷枪也不会喷砂。部分程序如图6。
4 结束语
经过反复的调试,投人运行以后该自动喷砂机加工出的产品的品质、安全防护和效率都已经完全满足了公司的要求。这种采用PLC控制的自动喷砂机能实现对不同砂以及不同规格的产品进行加工,能实现对加工速度的准确控制,提高生产效率,增加企业效益,有非常广的应用前景。





