・上一文章:110kV预装式变电站在电网中的应用分析
・下一文章:基于10kV电力线通信的农网信息传输系统研究
摘要:本文由于钢筋弯曲机弯曲角度由人工估算误差很大,影响钢筋弯曲加工质量,因此利用PLC设定钢筋弯曲机的弯曲角度、弯曲根数等参数,并采用数显表显示,实现参数的精确控制、直观显示。
0 引言
钢筋加工主要包括调直、切断和弯曲。目前使用钢筋弯曲机来弯曲钢筋,然而这些钢筋弯曲机大多采用继电器一接触器来控制,弯曲角度依靠人工凭经验估算,误差很大,降低了钢筋加工的质量。利用PLC控制钢筋弯曲机的运行和参数设定,实现钢筋弯曲机的智能控制,可提高钢筋弯曲机的生产效率,减小弯曲参数误差,提高加工精度和产品质量。
1 弯曲参数控制系统
钢筋弯曲参数控制系统采用西门子S7-200 PLC、旋转编码器及HLP2型PLC专用数显表实现钢筋弯曲机弯曲参数的设定及显示。由于钢筋弯曲机驱动电机的PLC控制简单,因此本文不对驱动电机PLC控制的硬软件部分进行介绍。
1.1参数控制系统组成
钢筋弯曲参数控制方案如图1所示。弯曲角度由旋转编码器检测,控制逻辑由PLC完成,弯曲参数显示由数显表实现。本控制系统具有如下功能:弯曲角度任意设定(最小分辨率为±10)及显示;当前(实际)弯曲角度显示;弯曲根数显示;多根弯曲间隔时间设定及显示。

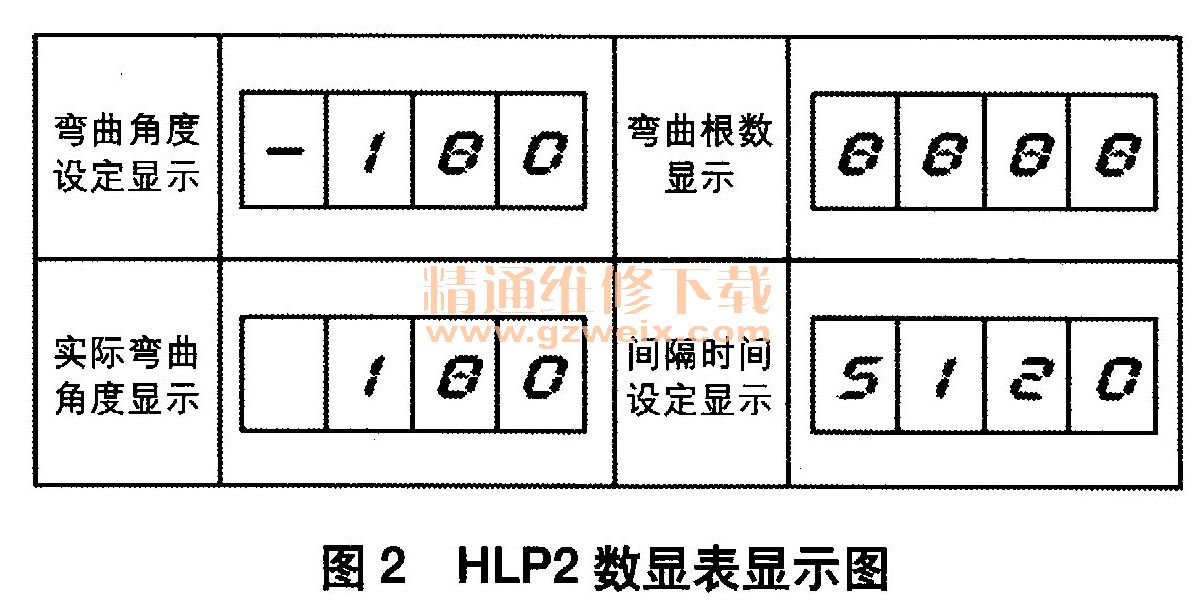
弯曲参数显示由HLP2数显表实现(如图2所示),用PLC的输入端(10.2)选择显示内容,手动输入由PLC的两个输入端(10.3、 10.4)分别做加减法实现。手动调整弯曲角度时数显表最左端小横线闪动,显示实际弯曲角度时则无小横线;调整时间时数显表最左端的“S”闪动。弯曲角度显示范围为0~180°,弯曲根数显示范围为0~9 999,时间显示范围为0~120s。
1.2参数控制系统程序
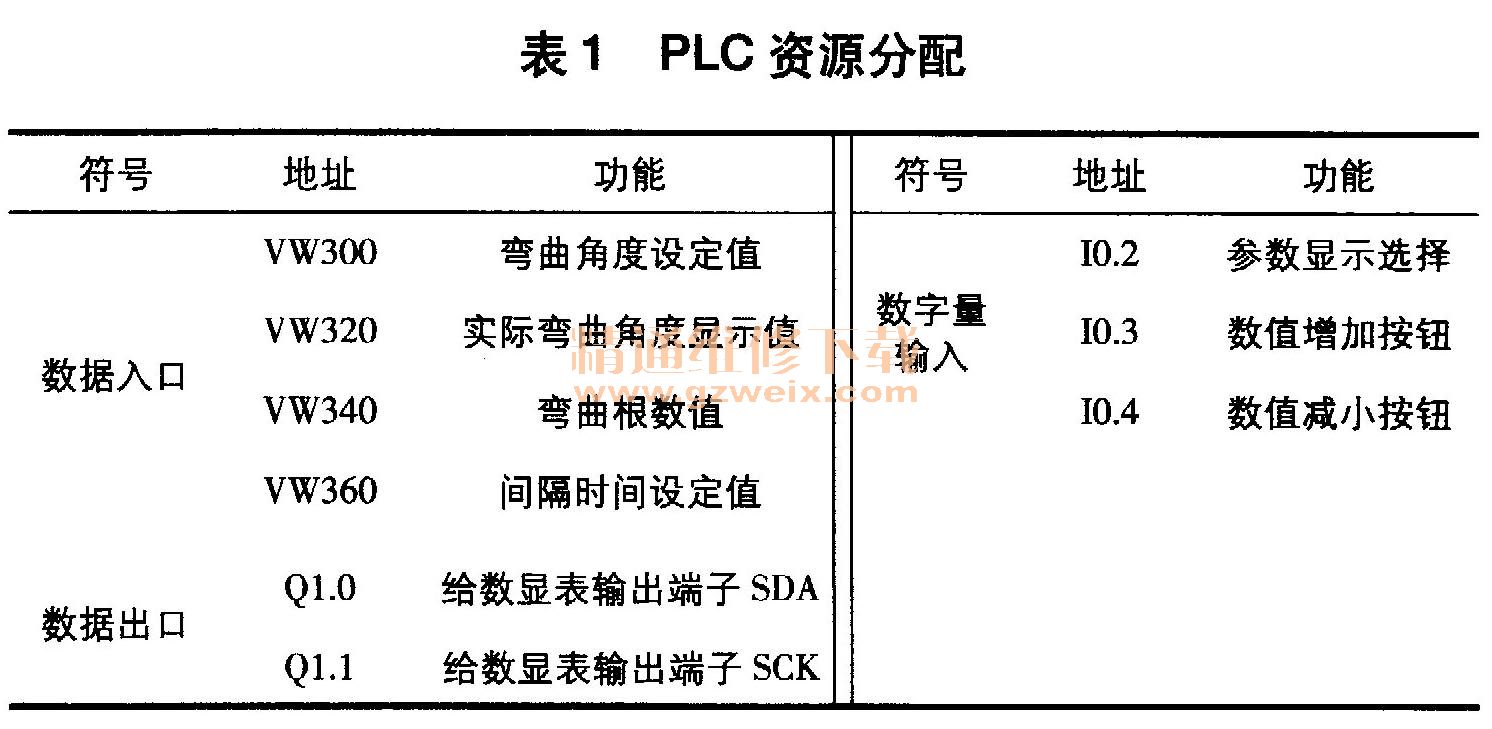
根据钢筋弯曲参数设定及显示要求分配PLC资源,见表1。4个与弯曲相关的参数存放在S7-200 PLC的4个变量存储器中。