・上一文章:自制一台带插座的电源线滤波器
・下一文章:简单好用的DVD改遥控方法
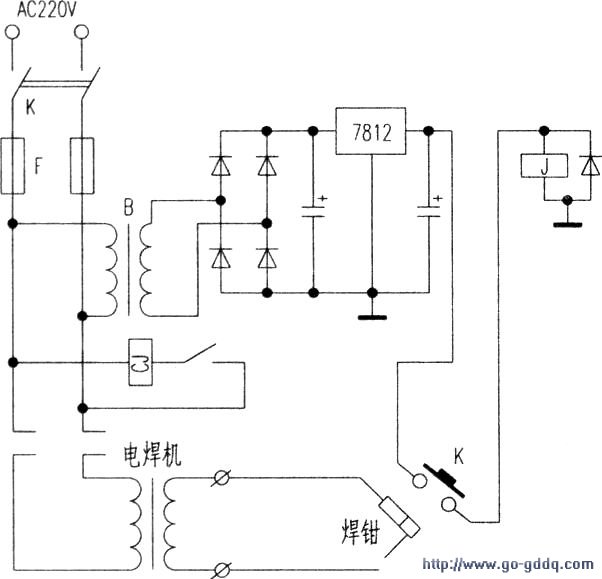
此电路的主要设计思想是:采用接触器来控制电焊机的初级线圈的通断,在电焊机不工作时切断其初级线圈供电来达到节能的目的。电焊机正常工作时。初级线圈接220V电压时的额定工作电流是40A。所以就采用触点容量为220V/40A接触器来控制电焊机的初级线圈的通断,而对电焊机的次级线圈不控制。
如果对电焊机的次级线圈进行控制,会因为次级线圈电流大。其所需大容量接触器或者可控硅的价格极其昂贵,有的将超过电焊机的价格,这样就失去了意义。
主要工作原理如附图所示。当需要进行焊接作业时,合上总电源开关,用手指按住微动开关K1(K1装在焊钳的合适位置),12V继电器线圈J得电,其常开触点J1-1吸合。接触器线圈得电。接触器常开触点C闭合。电焊机的初级线圈得电,电焊机可以正常工作。
当焊接完成或者需要清理焊渣以及更换焊条时,松开微动开关K1,12V继电器线圈J失电,其常开触点J1-1断开,接触器线圈失电。接触器常开触点C断开,电焊机的初级线圈失电。电焊机停止运转,无空载损耗。
唯一在工作的是10VA左右的控制变压器B处于待机状态,其空载电流很小。至于微动开关与焊接的配合。熟练的焊工在很短的时间就能适应。
本电路用一个很小的功率损耗来代替一个大的功率损耗。经测量,该11kVA电焊机的初级线圈的空载电流为4.3A左右。其空载损耗很大。加装节能控制电路后,节能很明显。
该电路的制作总成本在100元以内,制作简单,节能实用。控制变压器的次级输出为15V,12V继电器选取一种汽车用继电器,12V整流稳压电路制作在一块电路板上,电路板连同其余部件装在同一块木板上。整块木板固定在安装电焊机的小车上。该电路只要连接正确,开机就能正常使用。
")
")



