・上一文章:小屏幕液晶屏驱动电路故障分析与检修
・下一文章:新手篇―看图学习维修空调器(下)
1.气焊工具
气焊根据燃料的类型分为三种:氧气-乙炔;氧气-液化气;丁烷气-氧气(又称便携式焊具)。空调器的气焊设备可根据情况任意选择其中一种。
(1)氧气-乙炔焊接设备
这种焊接设备焊接效果好、成本低,但钢瓶价格高(千元左右,也可以租用)、体积大、重量大,不便于运输,一般用于专用维修部门在店内使用。
如图3-40所示氧气-乙炔焊接设备,包括氧气钢瓶(一般为蓝色)及减压阀、乙炔钢瓶(一般为白色)及减压阀、小型焊枪各1个、红色和黑气带各1条(长20~30m)、气带固定卡子4个。
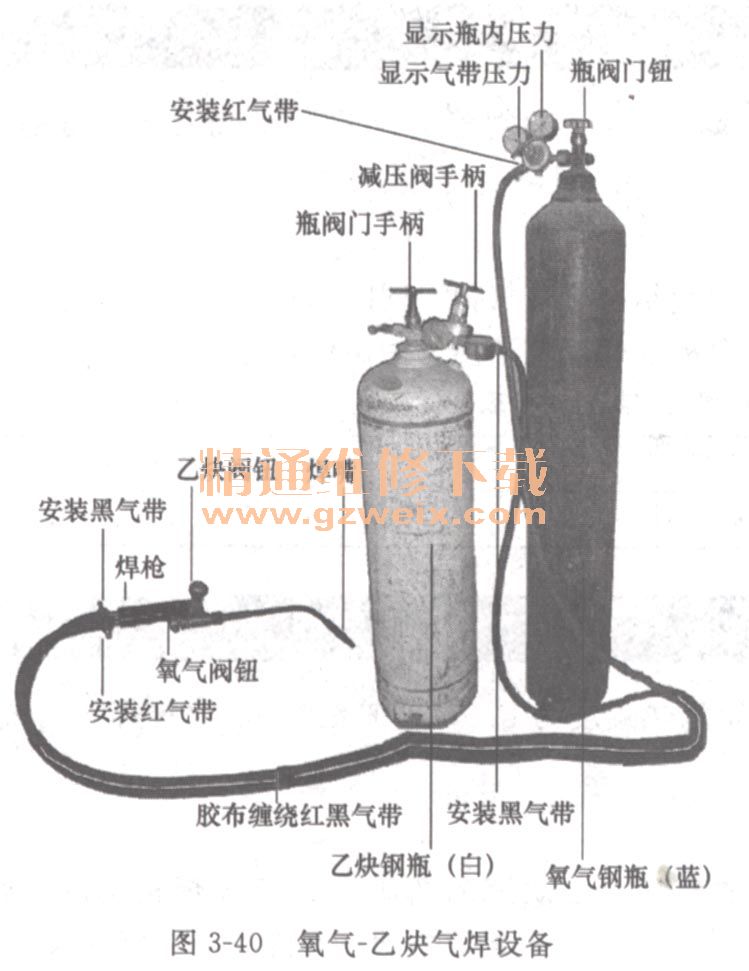
氧气瓶、乙炔瓶安装好减压阀;红色气带两管口分别安装到氧气瓶减压阀和焊枪的下管口,黑色气带连接到乙炔瓶减压阀和焊枪上的管口,并用专用卡子坚固好。红、黑气带每隔80cm用胶带固定一次。选择2号或3号焊嘴安装到焊枪上。
设备安装好后,打开钢瓶阀门,调节减压阀手柄至氧气带压力为0. 2MPa,乙炔瓶气带0.05MPa并保持,在以后的使用中只需开/关瓶阀门即可。
警告:因乙炔属于可燃性气体,且输出压力低,当乙炔瓶上的减压阀出现问题或瓶内压力过低时,使用过程中火焰有可能通过气带进入乙炔内,所以,乙炔还需配备防火器,以防止乙炔气回火,引起爆炸。
(2)氧气-液化气焊接设备
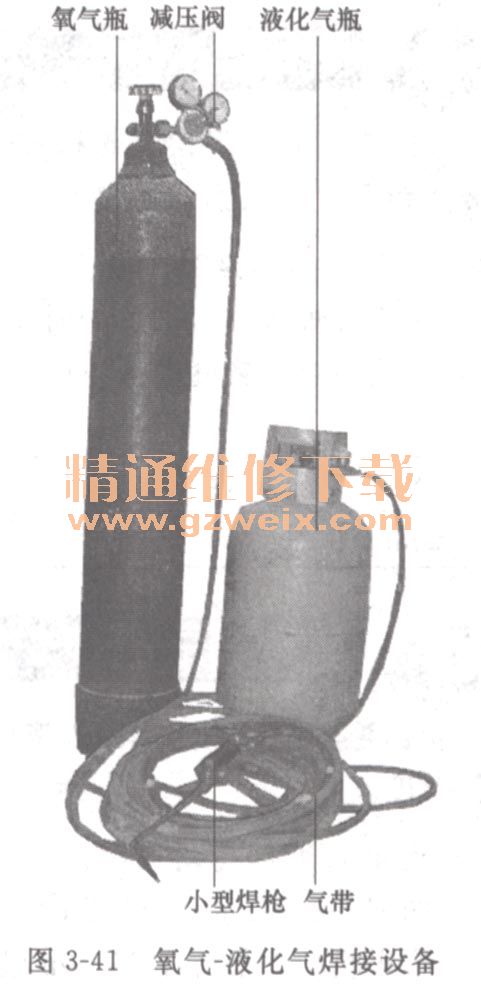
如图3-41所示,包括氧气瓶及减压阀、液化气瓶及减压阀、气带、焊枪、焊嘴等。这种气焊设备是用家庭用液化石油气作燃气,氧气作助燃气体进行焊接。焊枪嘴要选择大些,火焰温度低于乙炔,所以,焊接时间相对长。
(3)便携式焊接设备
如图3-42所示,便携式焊接设备包括小型液化气钢瓶或丁烷气(打火机气)钢瓶、小型氧气钢瓶、小型焊枪及连接气带、对接头(分别连接钢瓶)等。适用于上门维修。

2.气焊准备工作
(1)焊条选择
空调器的管道、管件均为铜质材料,铜管与铜管之间的焊接应选择磷铜焊条。
(2)管道打磨
用零号砂布对焊接部位1~2cm范围打磨至呈现铜本色。
空调原有管路直接打磨即可;末安装铜管打磨时管口最好向下,以免脏物进行管路内形成脏堵。
警告:水分,油污、灰尘,会影响焊料的流动性与焊接,如油污受热炭化后会使焊料不流动、焊接不牢。既使用油手和脏手套触摸焊接部位也会影响焊接质量。
(3)管道插接
操作时请按要求进行,否则会影响焊接强度及管道通畅。采用铜管套焊时,细管伸入粗管的合理长度、两管间的间隙见表3-3所列。

维修提示:
遇有两管直径相差悬殊(仅见于特殊情况下购买的铜管不合适),细管插入粗管后,要用钳子夹扁粗铜管一侧。
(4)铜管加热温度的识别
用气焊焊接时,加热的时间不宜过长,以免结合部位氧化,同时加热要均匀。铜在焊接时,受热后颜色要随温度不同而变化,其颜色的变化反映了温度的高低,见表3-4。

维修提示:
铜管与铜管之间焊接温度的把握,铜管加热温度为600℃(暗红),是放置焊条的最佳温度。
(5)火焰点燃和关闭
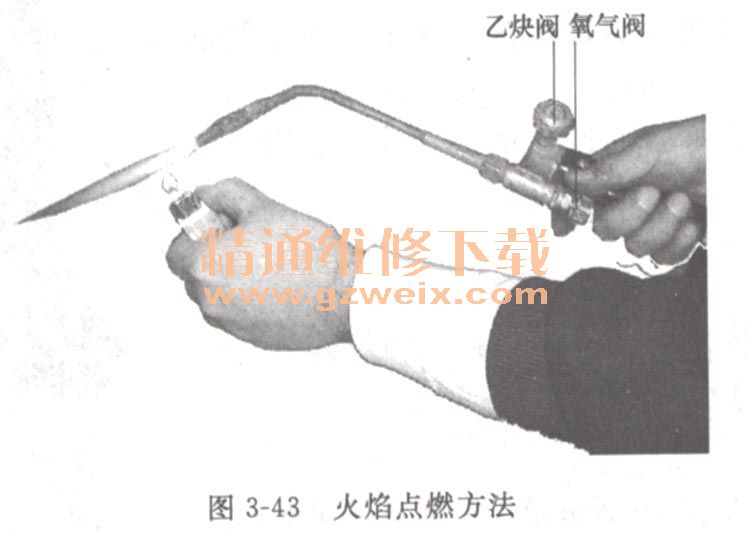
如图3-43所示,点火焰时,依次打开氧气瓶、乙炔瓶的瓶阀门→打开焊枪上的乙炔阀→打火机置于焊嘴下部5cm且与焊嘴垂直点火→点燃火焰后立即打开焊枪上的氧气阀。
关闭火焰时应先关焊枪上乙炔阀、后关氧气阀门,然后再关闭氧气瓶、乙炔瓶阀门。
技巧:
上述火焰点燃方式会出现黑油烟污染室,适用于室外作业。室内作业或有经验的人员,点燃火焰时,先拧开焊枪上的乙炔阀,接着拧开焊枪的氧气阀(一般拧1/4圈~1/2圈),感觉有气流流出即可,随即打开打火机点燃火焰。
警告:打火机千万不能置于焊嘴正前方,以免手被烧伤。
3.气焊操作
警告:严禁在制冷系统内有制冷剂时进行气焊操作,以免造成爆炸等不良后果。
气焊操作步骤:选择合适的焊条→焊接部位打磨干净→管口插接好→点燃火焰→调整火焰至中性→调整火焰长度至适中→焊接→关闭火焰。
(1)调整火焰至中性
图3-44 (a)所示中性火焰是气焊要求的火焰,火焰总体呈现紫色,分三个层次色。图(b)所示火焰是炭性火焰的乙炔量大,如焊接会将炭粒带入金属焊接部位影响焊料的流动;图(c)所示氧化焰的氧气量过大,如进行焊接容易烧坏铜管和造成铜管变形、断裂等。
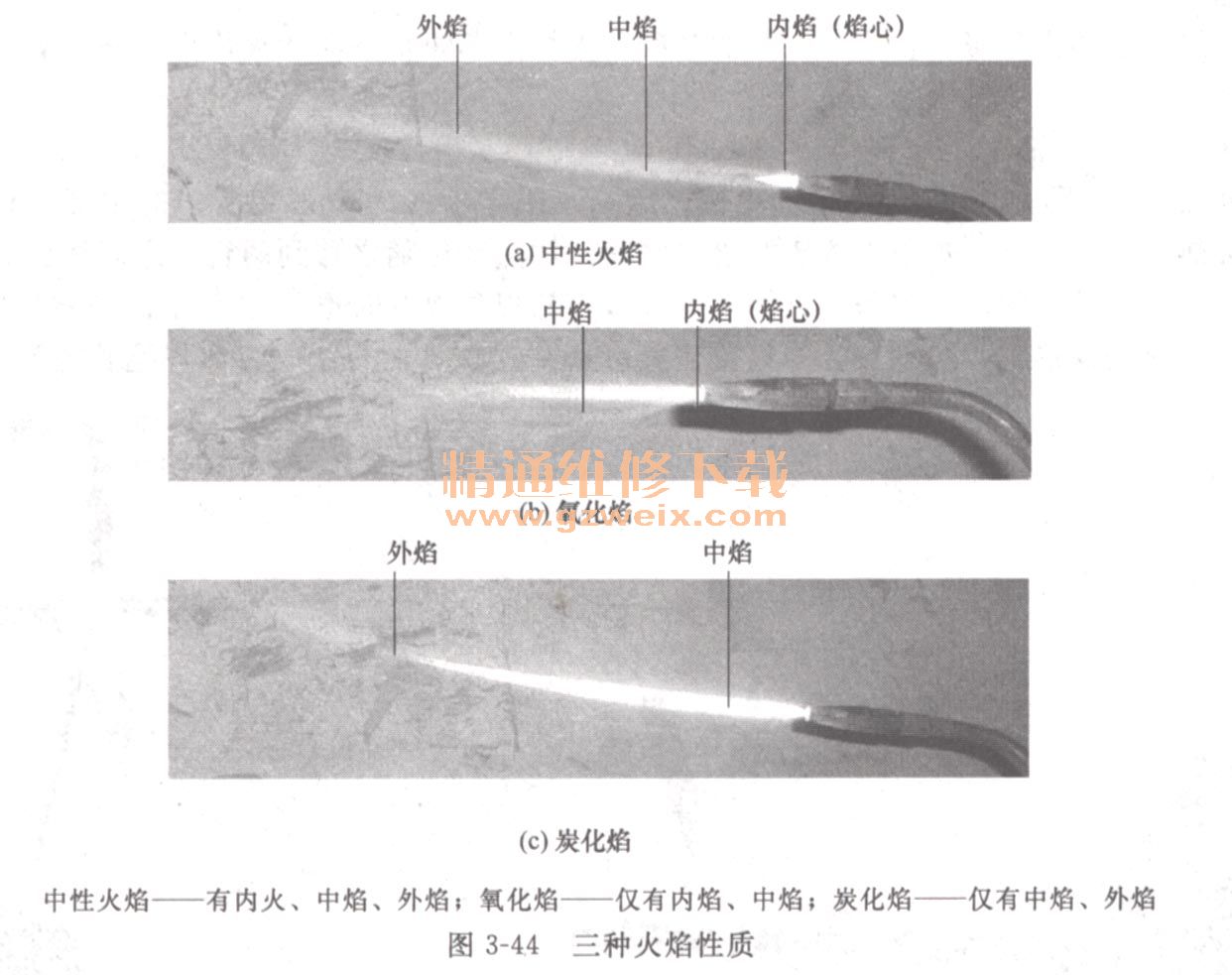
点燃火焰初始,因乙炔和氧化比例值不同,可能是氧化火焰或炭性火焰。如呈现炭性火焰,可减小乙炔量或增大氧气量以将火焰调整为中性;如呈现氧化火焰,可调小氧气瓶门或开大乙炔阀门将火焰调整为中性。
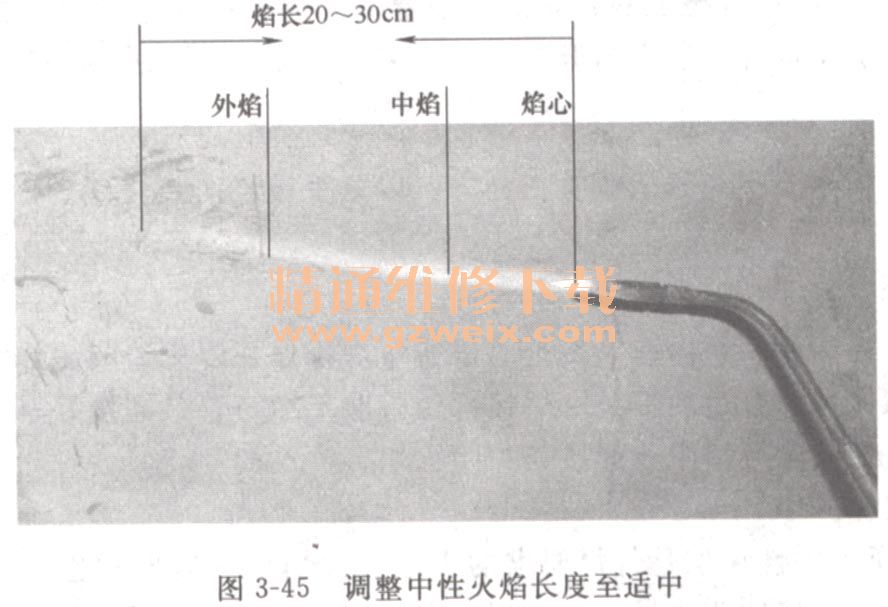
(2)调整中性火焰长度至适中
火焰长度也有三种:火焰过大(火焰窜动)、适中、过小。火焰过大或过小均不利于焊接,容易导致焊接部位铜氧化。
图3-45所示是铜管焊接要求的火焰长度,即火焰呈现线性,长度为20~30cm。焊接毛细管要求的火焰长度为10~15cm。
火焰由大调小步骤:将火焰调至中性后,先减少氧气量→出现羽状火焰→减少乙炔→调为中性火焰。
火焰由小调大步骤:在中性火焰的基础上先加大乙炔量→羽状火焰变大→加氧气量→调为中性。
(3)用中焰对粗管中部加热
如图3-46所示,用中性火焰的中焰(距焰心顶部2~3cm)对粗管口的中部加热,待粗管被加热至暗红时→把焊条放置于两管口之间,加热部位随之移到两管口之间→当焊料熔化流向两管间隙处,随之把焊条移到焊缝下部(当然焊条放置时也可先下后上)→待焊接部位全部被熔化的焊锡均匀包围→且焊料覆盖接口处左右0. 8cm以上→移出焊枪并关闭。

警告:焊接处的周围和插接部分均匀加热,加热的时间不宜过长,以免焊接部位氧化。铜管与铜管之间焊接时放置焊条的最佳温度是600~700℃,即呈现暗红或鲜红色。
(4)焊接部位清洁及质量检测
图3-47所示是符合要求的焊接管口。焊接完毕,在空气中白然冷却后,干布将焊接处擦拭干净(注意,用不带油污和水分布)。焊接部位光滑圆亮,焊料应冒出管接头处0. 8mm以上。内部管路畅通。

维修提示:
焊接部位疙瘩的焊渣焊接火候小;局部与焊料不能熔为一体、有小孔是被焊接部位氧化;如铜管被焊漏是加热温度过大或焊条移动速度过慢。
4.气焊注意事项
①氧气瓶/乙炔瓶应放在通风干燥处,不能放置在阳光下或靠近热源、火源处。不准用带油的物品擦拭氧气/乙炔瓶及减压表手柄。
②焊接前要检查气焊设备是在否完好状态,可用肥皂水检查钢瓶口、气带、火嘴是否漏气。如发现减压手柄有故障或操作不灵时,应更换并立即停止使用。
③开启乙炔/氧气瓶阀门时动作要轻、缓。焊枪关闭时,先关闭乙炔阀门,其次关闭氧气阀门,以免产生爆音。
④火焰不能对准氧气/乙炔瓶、易燃品应远离火焰,以免发生意外。
⑤焊枪及火嘴不应放在有泥沙的地上,以免堵塞。
⑥操作时应戴上墨镜。发现火焰变成双道时,应关闭火焰,用细钢丝清理火嘴或更换。
⑦火焰不能直接对地加热,以免造成地面爆裂。
3.7.3特殊器件的拆装
1.四通阀的焊接
警告:焊接四通阀前一事实上要拆下线圈(记住方向,必要时作记号),焊接时一定采用降温措施,因四通换向阀内有尼龙器件,温度过高会引起内部尼龙件变形导致四通换向阀报废。
四通换向阀拆装在空调器维修中难度最大的。因为它管口多且内因有尼龙器件,对焊接要求有很高,即要保证管口密封性良好,管口之间平衡不扭劲,又要保证内部尼龙件不变形。视四通换向阀四管口位置采用直接拆卸或间接拆卸方法。
(1)直接焊接四通换向阀各管口
如图3-48所示,直接焊接四通换向阀的四个管口,适用于所有管口或3个管口横向、或向上的机型,因管口在阀体上部,水分进入不了四通换向阀内,且热量排走,不容易损坏阀体内滑块(尼龙件)。方法是用湿布包裹好四通换向阀阀体(要随时更换湿布),也可采用浇水降温方法,边焊接边浇水。先焊开四通换向阀上部各焊口,再焊四通换向阀下部焊口。

四通阀的安装是拆卸的逆过程,各个管口接头用干布擦拭干净,保证系统管路不含任何灰尘杂物,四通阀保持水平状态,把4根管子摆正到位,方向和角度与原来一样,管子不要“叫劲”。安装完毕必须对制冷系统充注8~12kg/cm2压力的氮气,用肥皂水对焊点进行检漏。
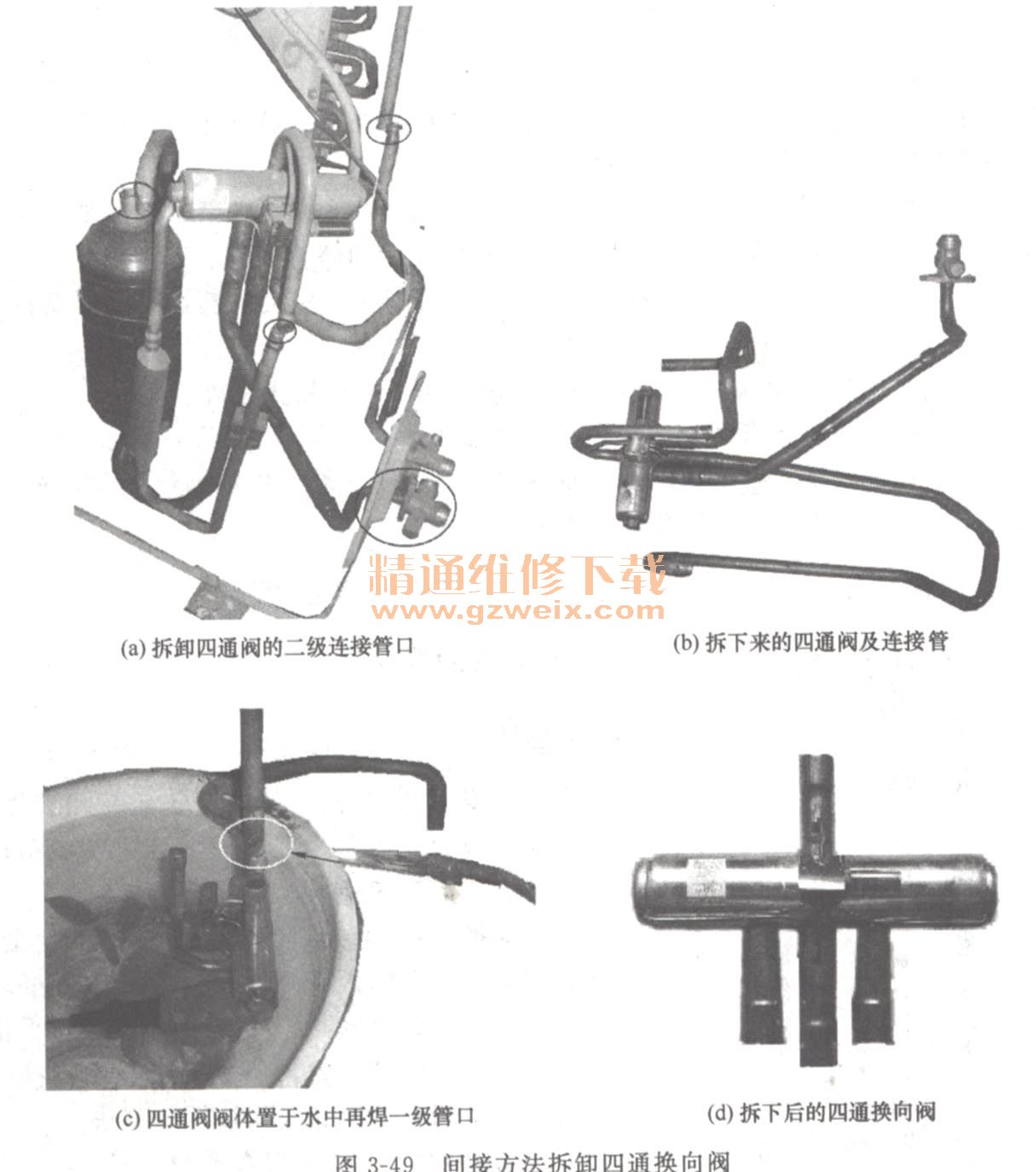
(2)间接拆装四通换向阀的方法
如图3-49所示,适用于四通换向阀所有管口或3个管口向下的机型,因这类机型四通换向阀各管口不便于焊接、也不利于降温(因热气向_上走直接烘烤阀体)。为此,拆下线圈后,先焊开四通换向阀相关连接管的焊口,把四通换向阀阀体浸于水中或用湿布包好,再焊四通换向阀各管口,以拆一下四通换向阀。
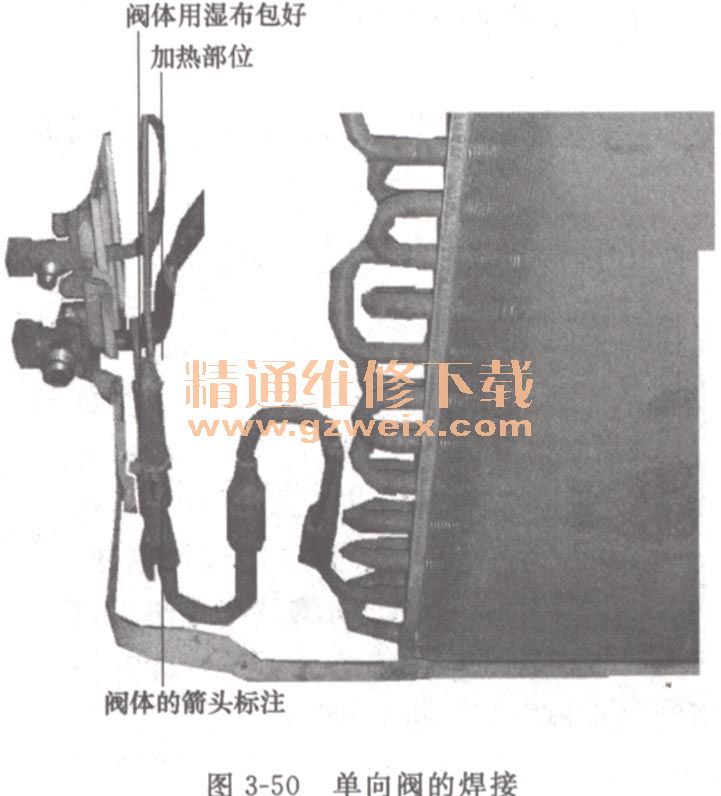
2.单向阀的焊接
如图3-50所示,因单向阀内有尼龙器件,焊接时要用湿布包裹以进行降温,并随时更换湿布,以免温度过高使尼龙件变形导致单向阀损坏。焊接单向阀与毛细管的连接侧时,火焰长度调小至15cm,且只能对单向阀的管口中部加热。更换单向阀时注意阀体的箭头方向与原来一致。
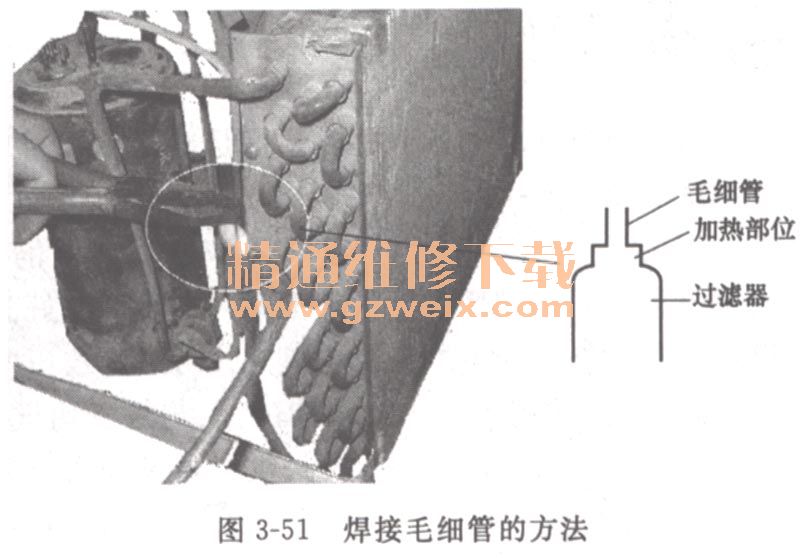
3.毛细管的焊接
如图3-51所示焊接毛细管的方法。中性火焰的外焰调至15~20cm,只能对粗管口(即过滤器和室内热交换器的管口)中部加热。毛细管拆除安装注意事项如下:
①焊接时不能直接对毛细管加热,否则,毛细管会因热而变脆,甚至烧化或烧细。
②毛细管插入前应检查管口,不应有变形、毛刺、缩口现象,否则会影响制冷剂流通阻力,从而影响室内外热交换器压差比,导致制冷剂蒸发影响制冷(热)效果。
③毛细管安装时插入过滤器、热交换器管口内的长度一般为2cm左右(距过滤器网0. 5cm),若插入过深,触及滤网,易发生堵塞,若插入过浅,会使阻力增加。
3.8二通压通截止阀的开关操作
打开和关闭到外机的二通截止阀、三通截止阀,是分体空调器安装、移机、制冷系统维修必须的操作工艺,也是实现加氟、放氟、收氟、排空重要步骤。
图3-52所示的内六角扳手用于开关二通、三通截止阀。内六角规格为S=4,S=5。

图3-53是打开和关闭截止阀的方法。拧开截止阀前端密封铜帽,取相管径的内六角扳手插入截止阀管口内,顺时针旋转为关闭,切断室外机管道与室内通路;逆时针旋转为打开截止阀,接通室外机管道与室内机。截止阀的开关操作与水龙头打开和关闭相似。

警告:
空调器安装或维修完毕,高、低压截止阀门一定完全打开。否则,易造成漏氟,或影响制冷剂循环。
3.9窗机封口
窗机封11是将制冷管路封闭,是制冷系统维修的最后一道工序,应在维修完毕并加注制冷剂试机正常后进行。
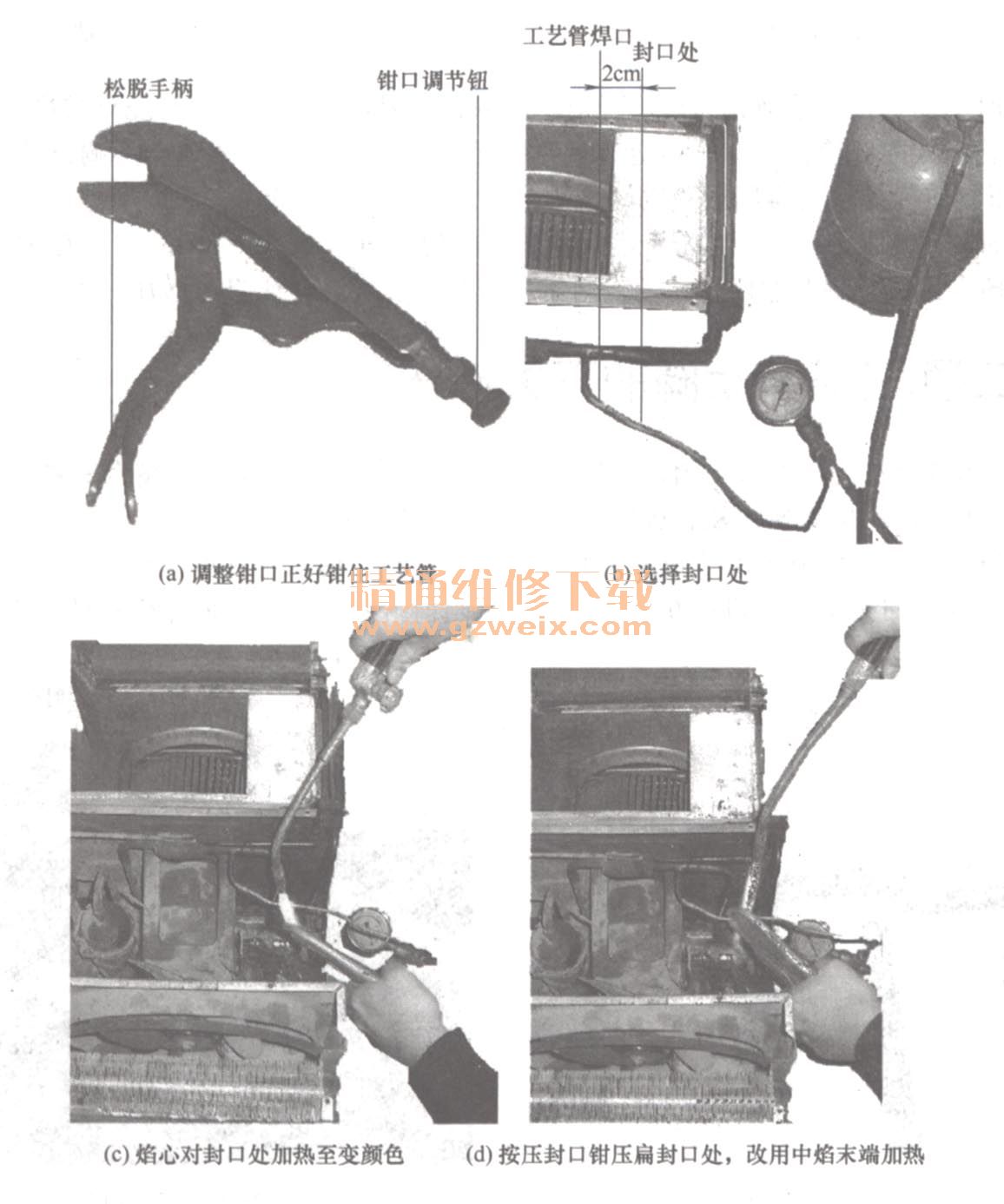
如图3-54所示窗机封口步骤。调整封口钳的钳口→选择压力表工艺管末端2cm处作为封口位置,并用零号沙布打磨干净→左手准备好封口钳,右手持焊枪对封口部位加热变色,以软化铜管→移开火焰,封钳口夹住封口处按压两手柄把铜管封死,同时继续用火焰中焰末端加热→封口处以外5~10cm剪断工艺管→用气焊把工艺管钳断处焊死→按压封口钳松脱手柄取下封口钳→用气焊对封口处密封及加固→用肥皂水检查封口密封性。
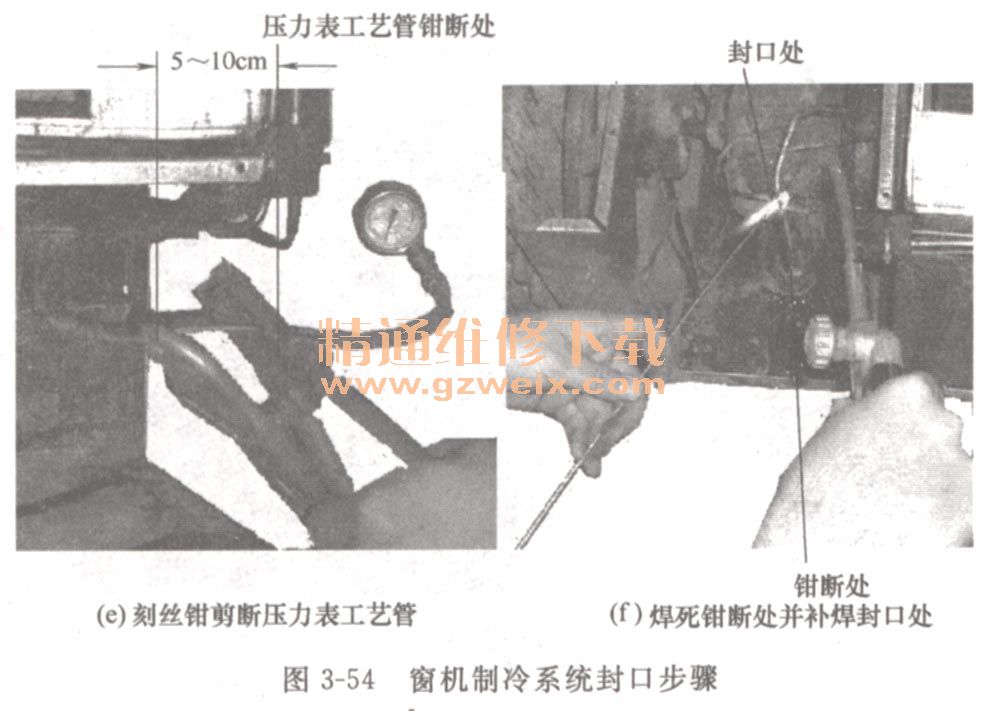
警告:
①钳口过紧容易把封口处的工艺管钳断,过松会导致封口不严,导致制冷剂泄漏。②如检漏时有气泡说明封口不严,应在原封口以里2cm处重新封口。





