来源:本站整理 作者:佚名 2024-12-28 14:43:37
过程管控:
①100%/每批--设备温度控制曲线+报警指示灯OK/NG判定;
②2件/每2H--巡检目视确认焊接温度;
③破坏焊接位置外套管,检查外套管是否与球头座充分润和焊接--首末件/每批 目视确认外观;
④拉脱强度验证≧5000N--首末件/每批 拉脱力试验机;
X1 电机球座外径尺寸-标准31.8+0.3-0mm,实际测量:31.88mm,满足图纸要求;
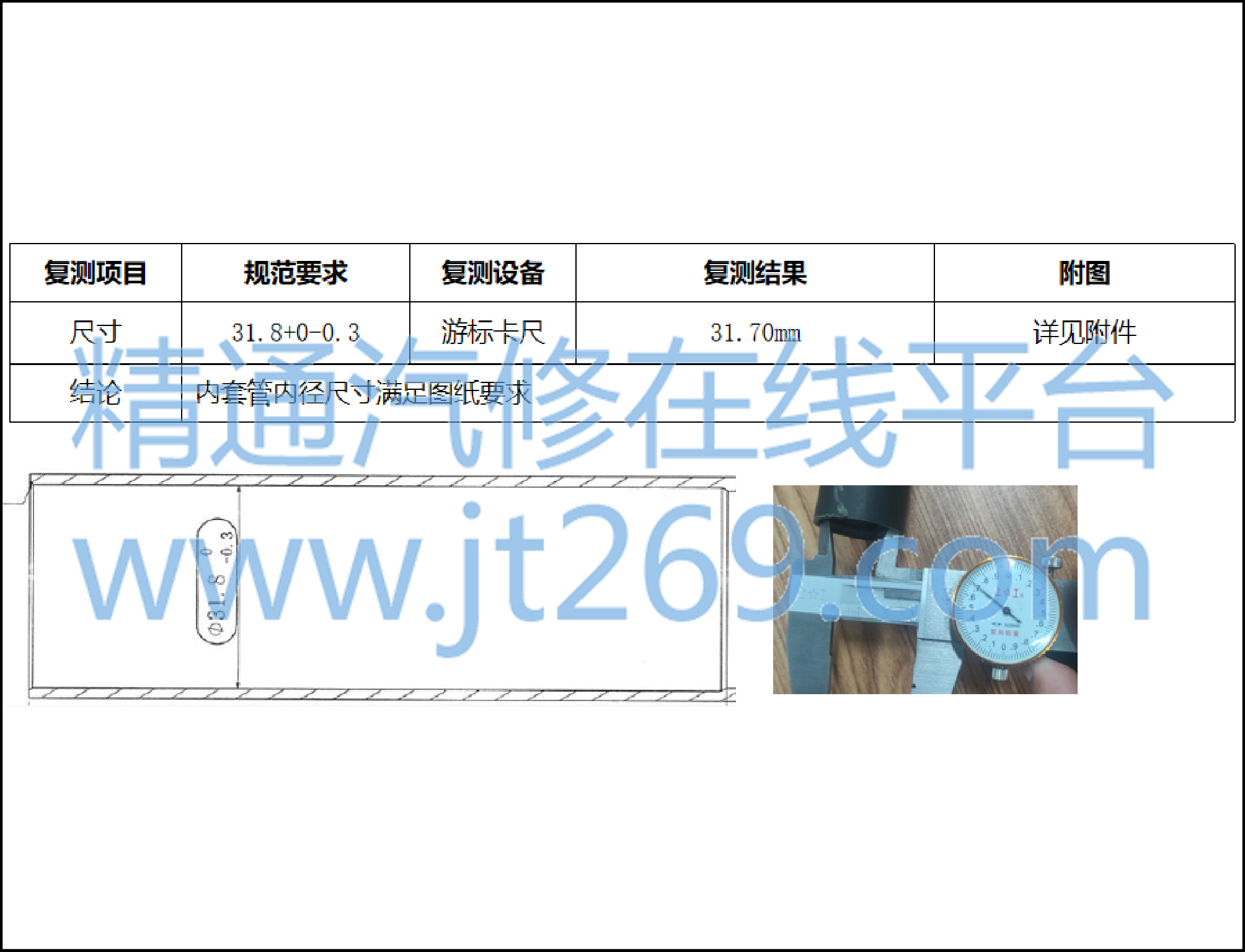
X2 外套管内径尺寸-标准31.8+0-0.3mm,实际测量:31.70mm,满足图纸要求;
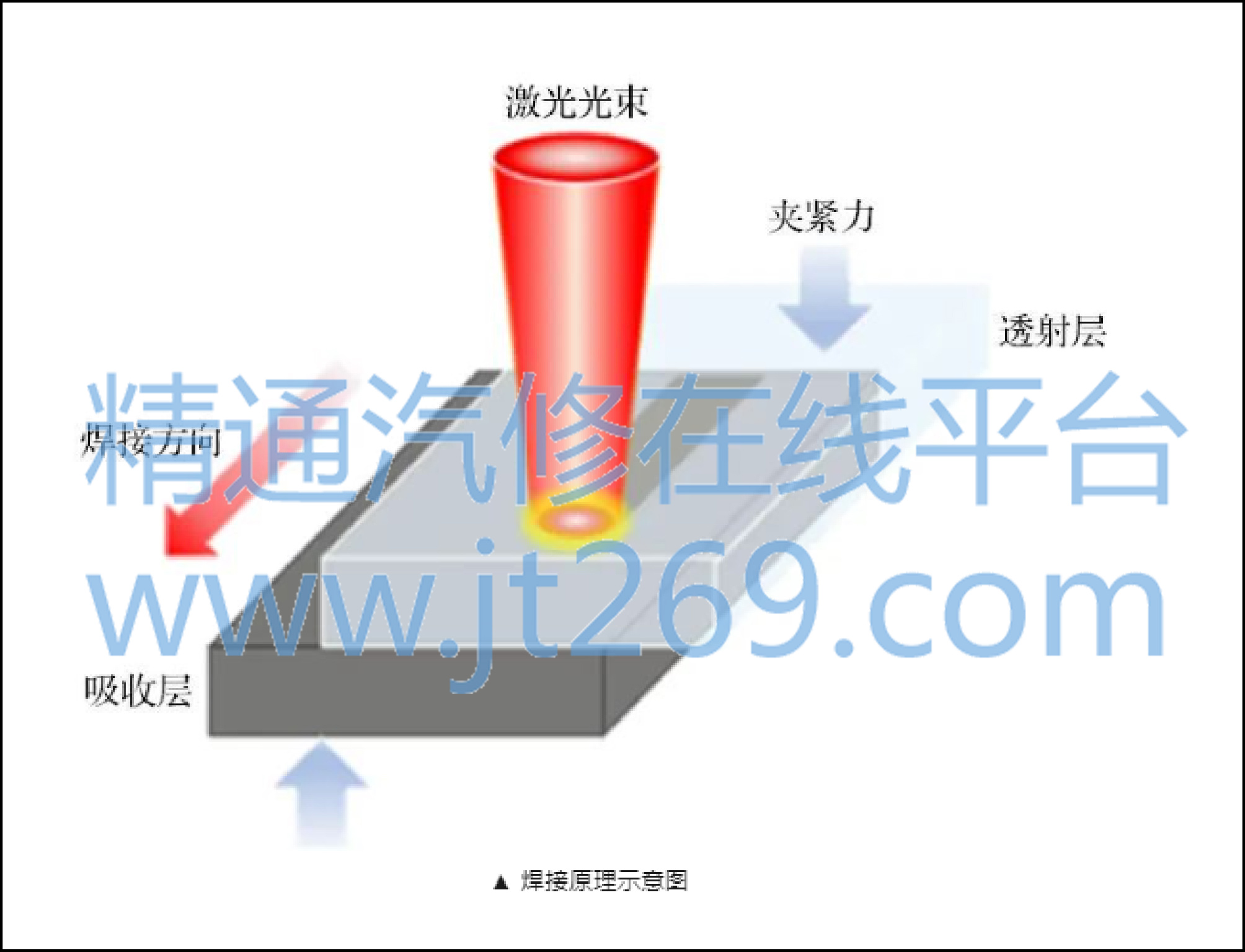
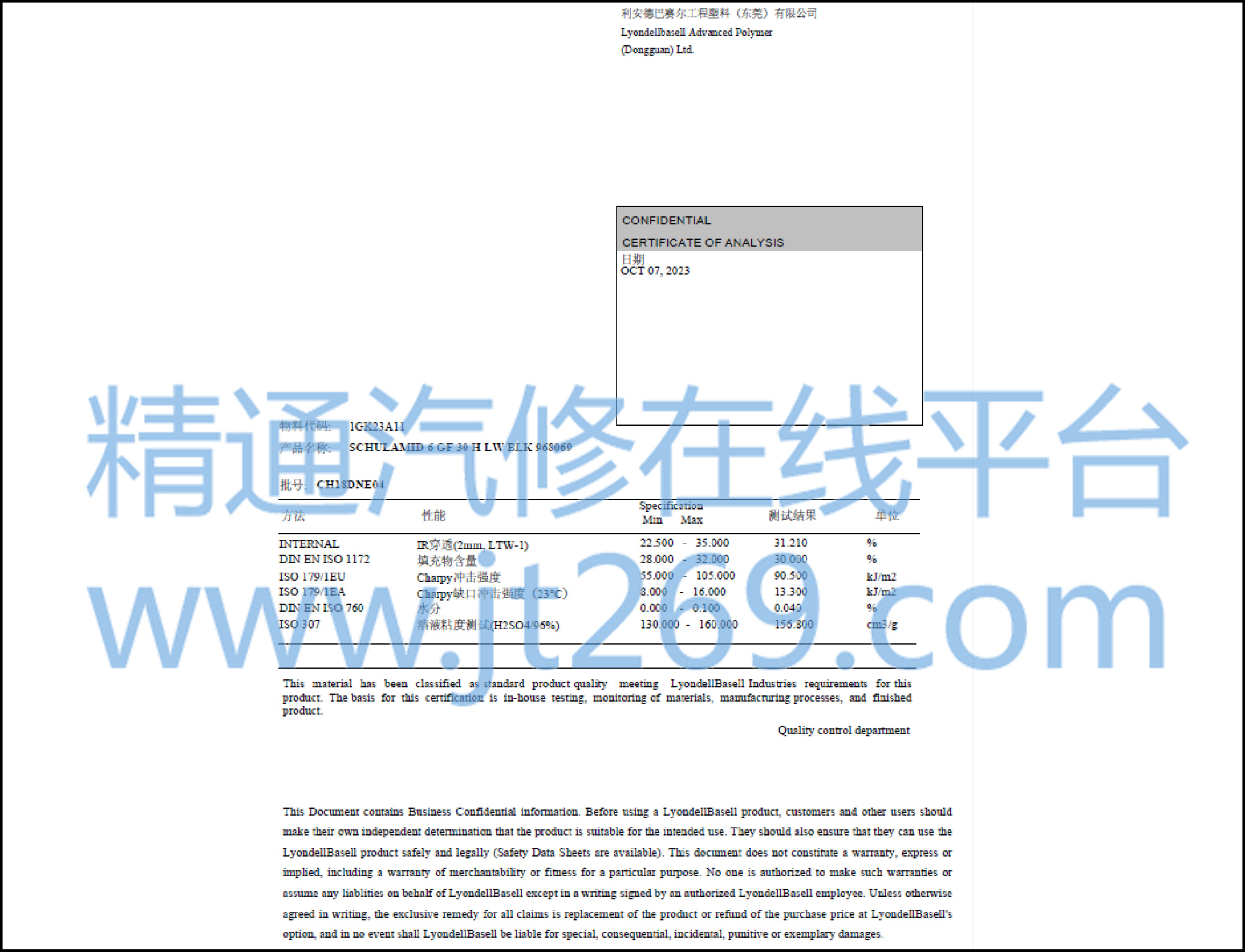
X3 外套管材料-材料选用激光焊接透光材料,牌号:SCHULANID 6 GF 30 H LW,满足图纸要求;
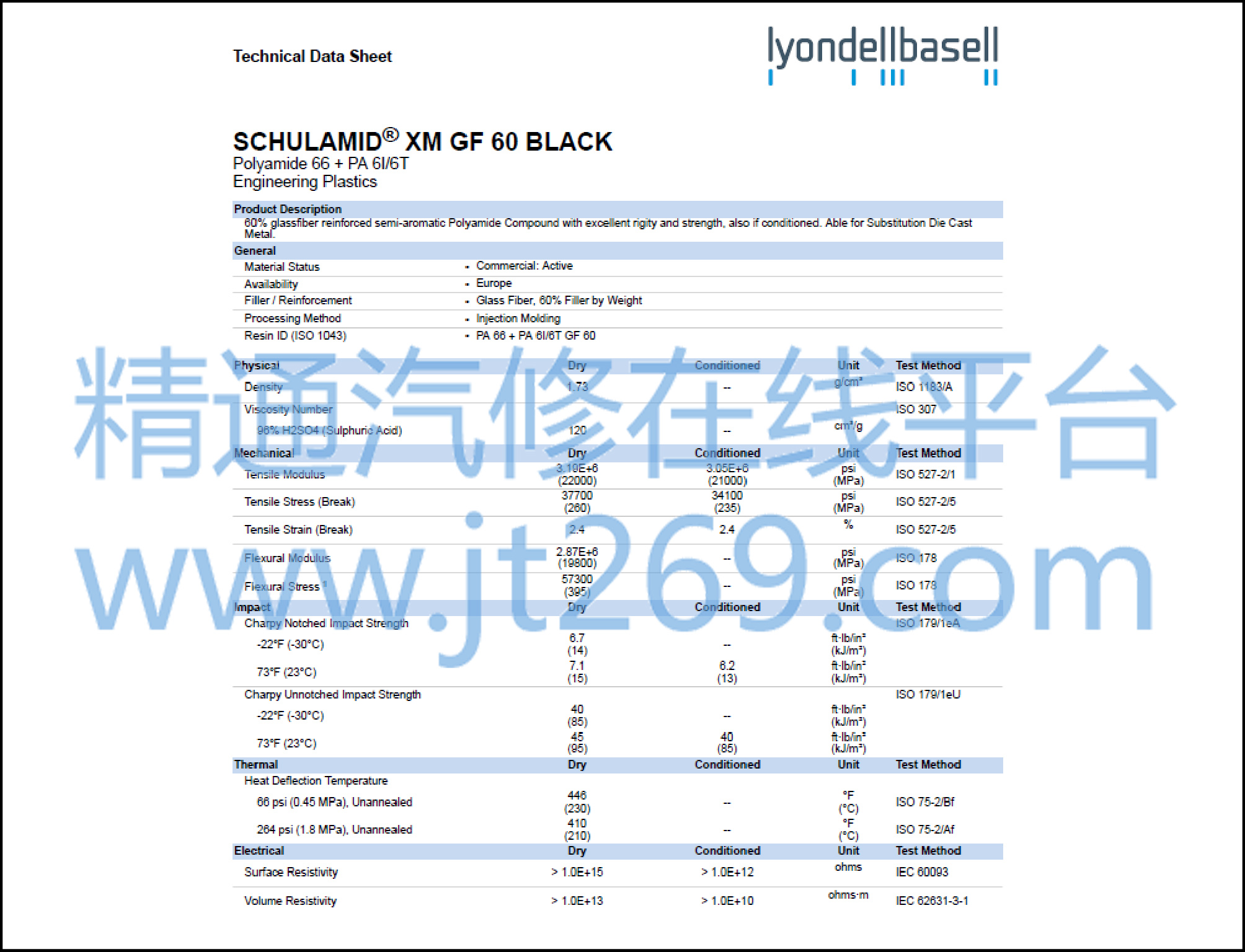
X4 球头底座材料-牌号:Schulamid XM GF60 CN BLACK,满足技术要求;
改善措施:
针对虚焊(温度过低,两零件材料融合不充分)、过焊(温度过高,熔接处材料性能退化)的现象,尤其是焊接后,焊缝前期表现出一定程度强度的假象问题,增加对焊接焊缝撕裂状况的要求,具体如下:
1、焊接部位拉脱力不小于5000N
2、对焊接部位进行撕裂检查:
a.焊缝直接撕裂(两零件材料互不粘连)长度不超过1/4;
b.其余处两焊接材料必须是互相融合粘连状况,必须是材料相互撕裂。
c.确保焊接(焊缝)强度大于零件材料本身的强度。
d.焊接(焊缝)质量在保证轴向强度(刚度)的同时,仍保有很好的韧性,可以经受扭转、侧向以及冲击、扭摆等各种工况。
永久对策:
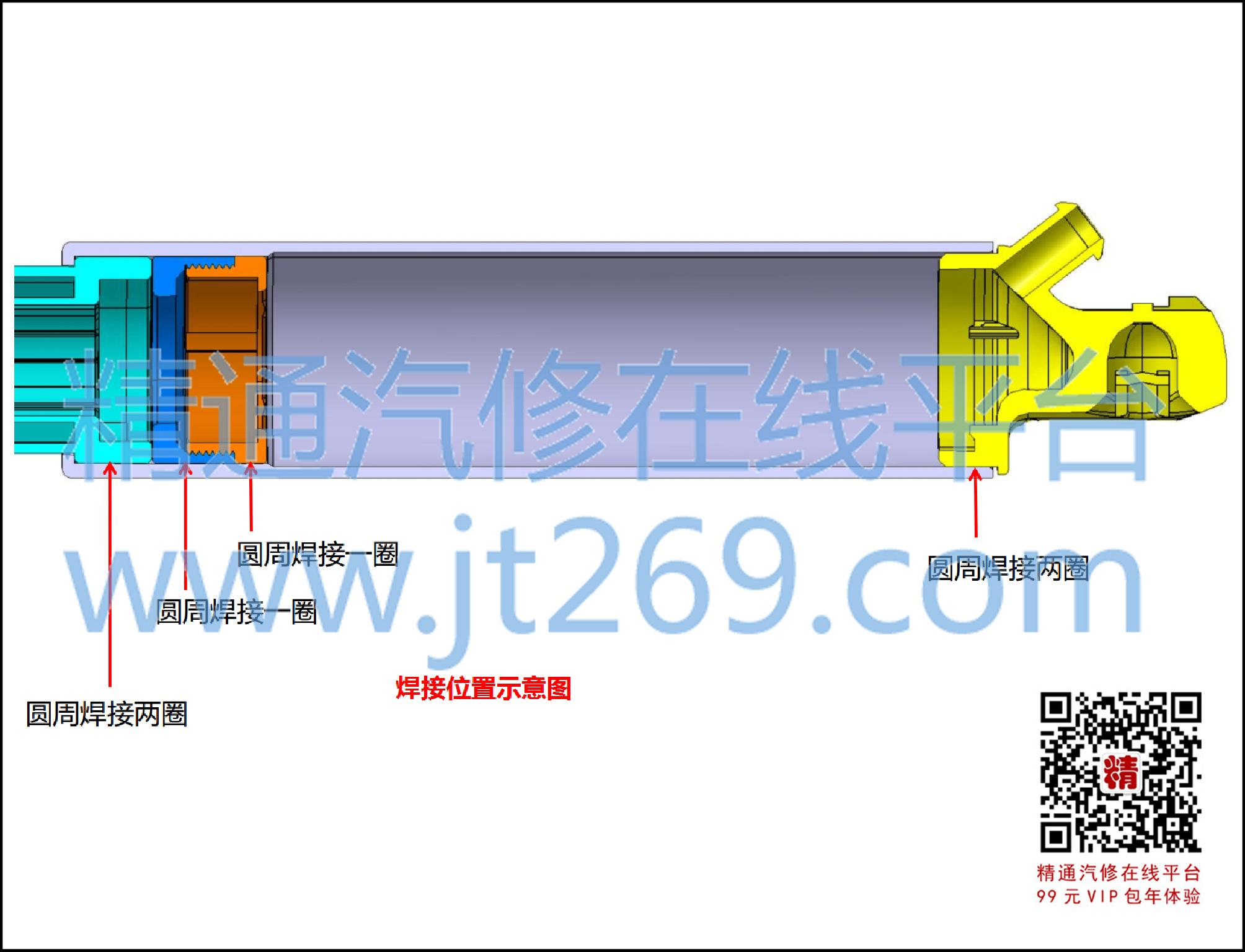
1、调整旋转角度:之前720°(2圈);调整为450°(1圈多);
2、拉脱力不小于5000N,焊接部位撕裂检查,焊缝直接撕裂长度不超过1/4,其余处应该是两焊接材料互相融合粘连,材料撕裂。
对策确定:
1、控制参数:
①焊接温度:260±30℃;
②减速电机旋转速度150±20mm/s;
③旋转角度:450°
2、增加目视焊接部位撕裂检查,焊缝直接撕裂长度不超过1/4,其余处应该是两焊接材料互相融合粘连,材料撕裂。
上一页 [1] [2] [3]