・上一文章:双擎卡罗拉THS技术解析----控制篇(一)
・下一文章:雪佛兰科帕奇仪表上多个指示灯点亮
二、HT-6型介子机的使用及修复技术注意事项
1.HT-6型车体凹位整形介子机的结构组成
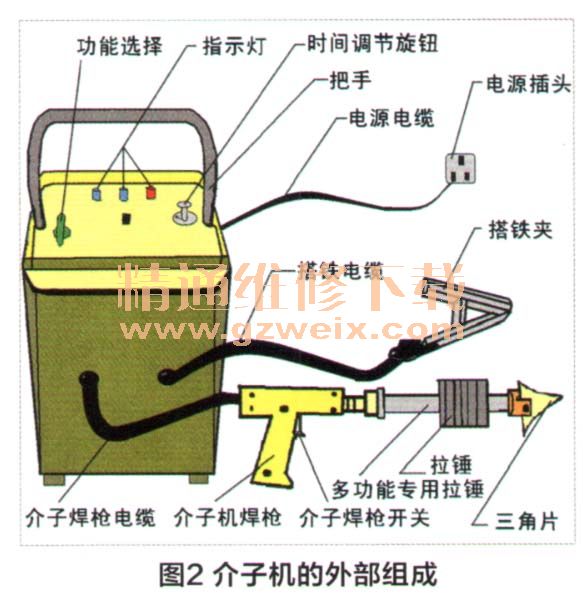
(1)介子机的外部组成
介子机外部主要由电源线及插头、焊枪及焊枪电缆、搭铁夹及搭铁夹电缆、功能选择开关、时间调节旋钮、指示灯、保护内部构件的防护罩、便于移动和安装的把手以及车轮等组成(图2)。
(2)介子机的内部组成
介子机内部由变压器、电磁开关、控制线路板、小型断路器、保护电阻等组成。
2.工作原理
HT-6型车体凹位整形介子机的电源为380V/50HZ,通过内部的变压器转换成5~8V的低电压高电流的直流电。主机上有两条输出电缆,一条连接焊枪,为焊枪电缆;另一条连接搭铁夹,为搭铁电缆。在工作时,两条电缆形成一个回路。把搭铁夹连接到车身板件上,焊枪通过圆片介子把电流导通到板件凹陷处,由于电源电流流经变压器后,电流值已达到1 000~2 300A左右,这时圆片介子与车身板件接触处会产生很大的电阻热,这一热量足以迫使该点板材及介子熔化,使其原子间互相渗透,从而将介子熔植焊接在车身板材凹陷处,然后利用拉拽工具勾住圆片介子将凹陷处拉出。
3.HT-6介子机的使用及其操作步骤注意事项
(1)将电源线插头插在电源插座上。
(2)将搭铁线夹夹在被整形车身板件上,并保证搭铁完好。
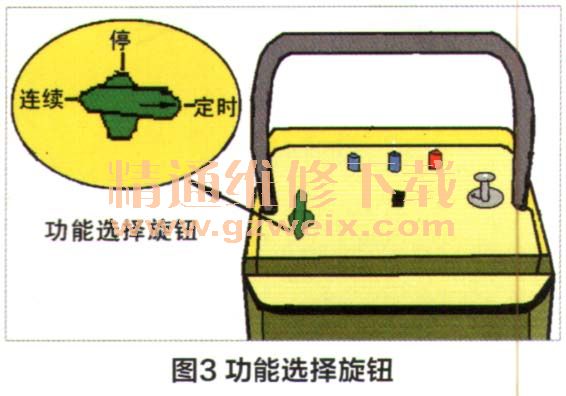
(3)在左侧“功能选择”旋钮(图3)处选择“定时”(该旋钮有三个档位可供选择 “连续”、“停”、“定时”)。
(4)在右下方“时间选择”处选择适合的焊接时间。
(5)用介子机焊枪夹持住介子,抵靠在车身板件凹陷处,抵靠时要稍用力。
(6)扣动介子机焊枪开关,介子与板件在大电流(1000~2 300A)作用下,接触处熔化变红,待变暗后取下焊枪,介子此时便被熔植在板件上。
(7)用拉拔工具拉住介子,向外用力拉拽,凹陷处便被拉出。
(8)反复熔植介子、拉拔,边操作边检查,直到板面恢复平整挺拔为止(平面修复时平面度规定达到1.0mm,在修复中一般达到3mm便可以了)。
4.修复技术注意事项
在修复过程中应灵活运用各种方法进行拉拽修复。
(1)对线条进行整形前,如线条很清晰,可直接将介子熔植于线条处进行拉拔;如线条不清晰,可先划线(图4)再修复,划线时一定要仔细、认真,找好数据再画。

(2)在修复车身板件时,也可将介子焊成一排,介子孔中间放入拉杆,整形时用拉拔工具拉住拉杆进行拉拔,可使大面积凹陷初步复位;也可用拉锤拉住介子,找到变形部位或凸起部位进行敲击,也可使凹陷处恢复原状;还可以用介子机将若干介子熔植于受损部位,在介子垫圈中插入拉杆,用撬棍从拉杆一侧插入另一侧,并使撬棍与拉杆下方接触,在撬棍短侧垫上木块,上抬长侧撬棍,利用杠杆原理将凹陷拉出,这种方法用来修复线条的凹陷(图5),效果比较明显。

(3)多功能拉锤三角片熔植修复。该方法是将三角片固定安装在专用拉锤上进行修复的一种方法,用于大平面修复完毕后,小面积凹陷的修复(图6)。操作方法:将带有三角片的拉锤安装于介子机焊枪上,用三角片抵靠在面板上,扣动焊枪扳机开关,三角片便被熔植在车身板件凹陷处,然后用专用拉锤将凹陷处拉出。用专用拉锤进行修复时用力要柔和,禁止采用猛力,拉锤行程要短,这样修复点得到的冲力才小,同时,要根据受损部位凹陷的深浅,采用大力或小力进行拉拔。此工具用于点对点的修复效果比较明显。

(4)还可将三角片熔植于面板上,用手拉住拉锤,然后用锤敲击板件凸起处(图7),这样也可将受损处修复,此做法与锤和垫搭配之偏托法有异曲同工之妙用。但锤击时要快速,将三角片焊在面板上之后就敲击凸起部位,如等待时间太长,敲击时三角片易脱落,因为当三角片焊接上之后,接触处还未冷却凝固,可适当摆动,如待其冷却凝固硬化后发脆、易折断。

通过以上各种手段的粗精修复,可基本达到车身平面修复的规定要求。





