・上一文章:浅谈重型汽车变速器散热器
・下一文章:解析发动机电控故障的检修流程
二、 对铝活塞进行“热定型”
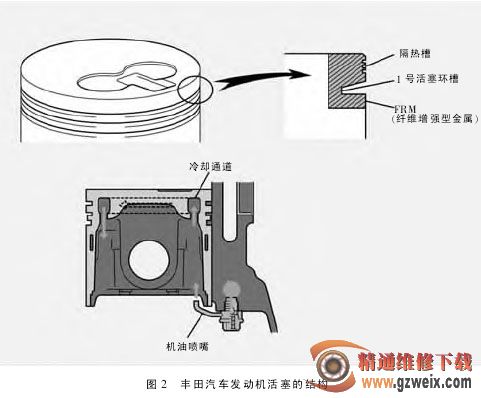
这一点对于柴油发动机尤其重要。由于柴油机的压缩压力、燃烧温度和爆发压力都高于汽油发动机,所以柴油发动机活塞的强度比汽油发动机的活塞更高。在丰田汽车的有些型号中,第一道活塞环槽上方制作 1个隔热槽(见图 2),包括第一道活塞环槽在内的活塞头是用铝和陶瓷纤维组成的特殊合金———纤维强化金属(FRM)———铸造的。另外,有的在活塞头内侧做有冷却通道,用来冷却活塞环槽。从机油喷嘴喷射出来的机油流过这个冷却通道,用于冷却铝活塞。所有这些技术措施,都是为了减少活塞受热后的变形量。
如果对所购铝活塞的质量有怀疑,在选配前应该对所有的铝活塞进行“热定型”,其目的是消除铝活塞内的残余应力,保证铝活塞在气缸高温、高压条件下具有比较稳定的几何形状。对铝活塞进行维修热定型的方法是:将铝活塞放在机油中加热至200℃,保温8h,然后让其与机油一起缓慢冷却至室温。以上操作又称为“人工时效”。
请注意:对铝活塞的热定型处理以1 次为宜,不可多次进行,因为随着热定型处理次数和时间的增加,铝活塞的机械强度和耐磨性能会有所降低。
三、 防止加热过程中铝活塞变形
无论是清除活塞表面的防锈蜡,还是进行维修热定型处理,都不能用明火(包括用含油棉纱烧) 加热铝活塞,这是因为:
1. 加热不均匀, 容易导致铝活塞变形。
2. 由于明火加热的温度无法控制,若加热温度超过800℃, 会使经过热处理的铝活塞的金相组织发生变化,导致活塞的机械性能下降。
四、 组装后应检查活塞的变形量
在铝活塞与活塞销组装前,需要加热铝活塞10min 左右,然后在活塞销上涂抹机油,并且快速插入活塞销座孔和连杆衬套孔。组装后,最好将活塞连杆组反向插入气缸内,以防止铝活塞产生不规则变形。千万不可铝活塞不经加热,或者活塞销不经冷冻,在常温下硬敲猛打进行粗野装配。
待活塞、活塞销、连杆以及活塞销卡簧等组装完毕,且铝活塞的温度降至室温以后,应该再次测量铝活塞的尺寸,并且将测量结果与组装前的尺寸进行对比,如果有所变化,说明在装配活塞销的过程中,铝活塞又产生了变形,应当放在专用夹具上,用木锤对铝活塞的裙部进行敲击,予以矫正。
五、 必要时按室温修正配缸间隙
我国许多地区的四季温差比较大,所以需要按照室温修正配缸间隙。例如某型发动机的气缸直径为88mm,原厂规定的铝活塞与气缸的配合间隙为0.06~0.08mm。由于铝合金的膨胀系数比铸铁大,加上制造厂规定的铝活塞与气缸的配合间隙是指 20℃条件下的装配间隙,所以盛夏室温在 30℃以上时,两者的配合间隙应该比《维修手册》上规定的配缸间隙小 0.01mm。否则,当气温在 20℃以下时,铝活塞与气缸的配合间隙会偏大,从而造成气缸压缩压力降低。
六、 其他注意事项
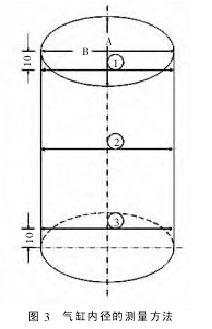
1. 气缸内径的测量方法
测量气缸内径时,应当在气缸的上部、中部、下部等 3 个位置(见图3)分别测量,并且做好记录。
2. 关于喷涂铝活塞的配缸间隙
为了提高铝活塞的耐磨性,有的发动机对活塞裙部进行了镀锌、喷镀石墨层等处理,例如玉柴YC6108ZQ型柴油机的铝活塞采用喷涂技术,将石墨喷涂在活塞的裙部,使之形成一层总厚度约0.04mm 的石墨喷涂层,他的作用是减磨和缓冲。由于石墨具有一定的压缩性,两侧石墨喷涂层的总厚度略大于活塞与气缸壁的间隙,使活塞通过石墨喷涂层与气缸壁之间实现“无间隙配合”,并且保证喷涂活塞可以在气缸内高速运动而不致“拉缸”或者卡死。对于这种裙部有石墨喷涂层的铝活塞,在装入气缸之前,需要将铝活塞放入冰箱内冷冻至-20℃,待铝活塞的尺寸缩小后,再装入气缸内(注意防止冷冻的铝活塞冻伤手指)。
另外,不能用明火烧烤喷涂铝活塞,因为喷涂层(锌、石墨等)的熔点比较低,如果用明火烧烤,容易损坏裙部表面的镀层,使这种特殊镀层丧失减磨功能,破坏铝活塞与气缸的配合间隙,进而缩短发动机的使用寿命。
")
")
")
")

