・上一文章:检修汽车刮水系统电路原理及常见故障
・下一文章:雪佛兰新景程室内灯多处不亮
针对防水护套中屏蔽线上的屏蔽网需穿防水栓的情况,工艺人员在设计线束的压接工艺卡时往往是将屏蔽网直接穿过防水栓,然后压接端子,所留屏蔽网用PVC胶带包扎。实践证明,这种工艺存在以下缺点:操作工不易操作,操作工时长,工人抱怨,严重降低了操作工的工作积极性;所留屏蔽网用PVC胶带包扎,容易造成屏蔽网丝外漏,引起内部短路;操作工在向屏蔽网上穿防水栓的过程中,容易造成屏蔽网丝分叉,屏蔽网没有全部通过防水栓。
1屏蔽网端子压接新工艺
为解决以上问题,本文提供一种防水护套中屏蔽网端子压接的新工艺,以供同行参考。该工艺已经过猎豹奇兵车项目中的后保险杠线束总成大批量验证。此后保险杠线束总成从2010年2月份开始量产至今。
该新工艺是:在屏蔽线上先穿一个合适的管径,长为20 mm的热缩管(合适的管径取决于是几芯的屏蔽线,如0.5 mm2的屏蔽线穿φ4x20的热缩管即可);将屏蔽线剥35 mm长留网,再在屏蔽网上套φ2x30的热缩管,待烤合后穿防水栓、压件。上述步骤只需在线束压接工艺卡中体现。
2应用说明
2.1新工艺实例介绍
为了能清楚地说明问题,下面以一根单芯、线径为0.5 mm2,线色为蓝,线号为TTW2的屏蔽线和一个9线防水护套来加以说明。图1为TTW2屏蔽线穿入9线防水护套示意图,图2为,TTW2屏蔽线穿热缩管示意图。
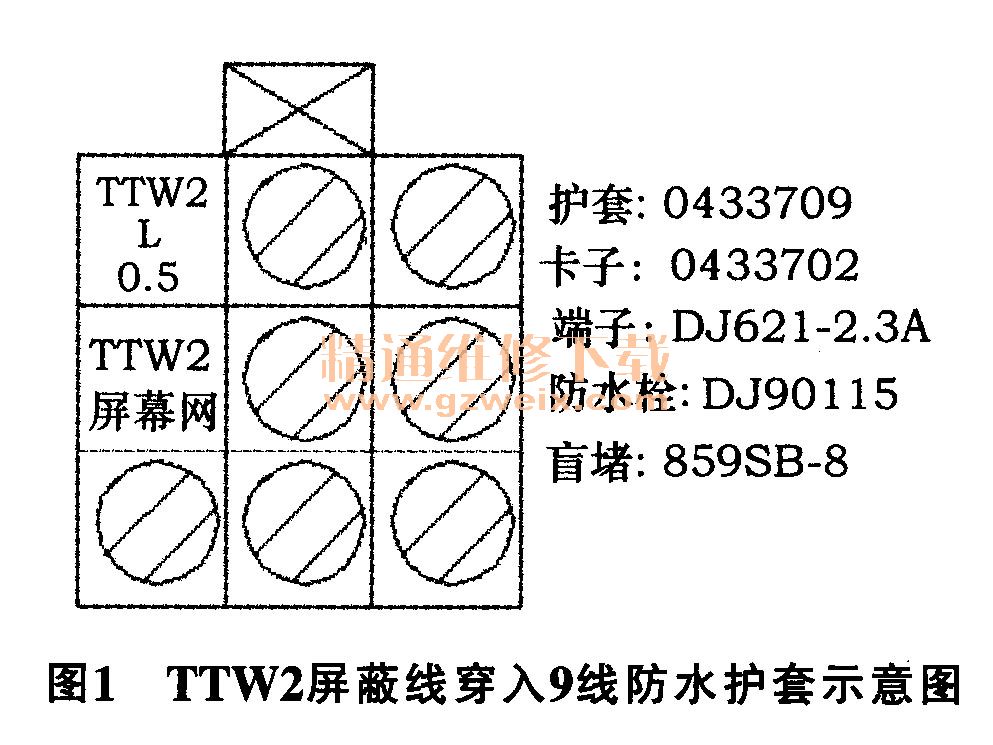
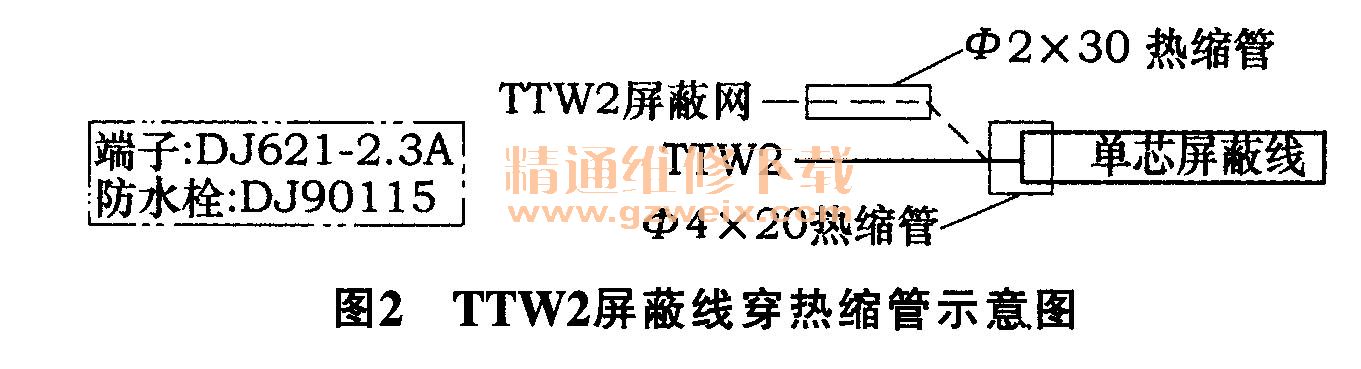
在屏蔽线左端穿上φ4x20的热缩管后,屏蔽线左端剥35 mm留网,左屏蔽网上套φ2x30的热缩管,待热缩管烤合后穿防水栓DJ90115、压件DJ621-2.3A,再烤φ4x20的热缩管。
2.2热缩管的作用
1)φ2x30热缩管:避免屏蔽网丝分叉,确保屏蔽网丝全部穿过防水栓。
2)φ4x20热缩管:避免屏蔽网丝外露,防止内部短路。
3结束语
该新工艺,在线束的压接工序过程中,便于员工操作,减少了操作工工作抱怨,提高了员工工作积极性;节约工时,提高生产效率,降低成本。
")
")
")
")

