・上一文章:桑塔纳2000 AJR电控发动机传感器与执行器的检测(四)
・下一文章:奥迪100加速不良、排气管冒黑烟
三、卡丝原因
出现卡丝故障从原理上说是因为送丝机构之前某处位置焊丝被卡滞,焊丝不能正常被送出,而送丝机构仍正常工作,不断往送丝管送丝,焊丝在大的推动力下就会在某处强度比较弱的部位发生卷绕。送丝管中有比焊丝直径稍大的螺旋钢丝绕成的导管,焊丝很难卷绕,所以这种部位一般是在送丝管之前或者之后空间大的位置,最常见的部位就是送丝轮和送丝管之间的位置。
卡丝故障出现是因为焊丝不能持续被送出引起,最常见的是由于焊丝在导电嘴的焊丝出口处凝结,造成焊丝不能被送出,引起卡丝故障。此种情况出现一般有几种情况引起:
其一是由于导电嘴较脏污,焊机调试不好,焊丝送丝速度太慢,引起焊丝回烧而造成的。
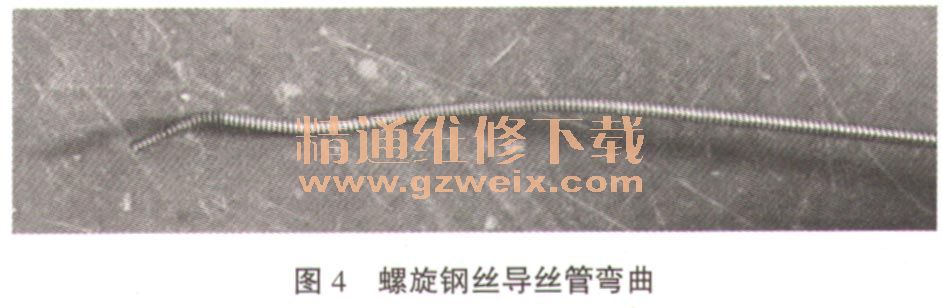
其二是由于送丝不畅引起的,送丝管中有小颗粒,摩擦使得焊丝送出阻力太大,造成卡丝。新装焊机可能是送丝管中螺旋钢丝导丝管过长,强行安装后导致螺旋钢丝导丝管弯曲(如图4所示),笔者之前遇到过此种情况,焊机其它参数正常,送丝机构压紧手柄调的松一点,焊机送丝机构正常工作,但是焊枪不出丝;压紧手柄调的紧一点,焊机直接卡丝,新机器不会有异物,拆解送丝管发现螺旋钢丝导丝管弯曲,原因才找到。
其三是由于送丝管入口和送丝管中螺旋钢丝导丝管距离太远,焊丝从盘片抽出时没有矫直,从送丝管入口被送到螺旋钢丝导丝管时,焊丝弯曲不能以直线被送到螺旋钢丝导丝管口,引起卡丝;或者从螺旋钢丝导丝管出来到导电嘴时,也会出现同样情况。这类情况一般在更换焊丝的时候出现。
最后是由于送丝管入口磨损,使得焊丝不能正常被送到螺旋钢丝导丝管口,引起卡丝,这种情况一般在更换焊丝的时候出现。
四、解决办法
由焊机卡丝故障的原理和原因,可知卡丝是可以避免的,关键在安装和调试焊机时必须注意检查和技巧。关键点在送丝机构,首先检查保证送丝主动轮和从动轮与焊丝直径匹配,在送丝主动轮和从动轮磨损不超差、状态良好的情况下,调整压紧手柄,使得从动轮压力能保证焊丝正常送出即可,遇非正常工作阻力能打滑最好,这样就可以从根源上避免焊丝卡丝。在此基础上,卡丝故障可按以下2种情况解决:
1.新机器或者新换配件避免焊机卡丝故障解决方法
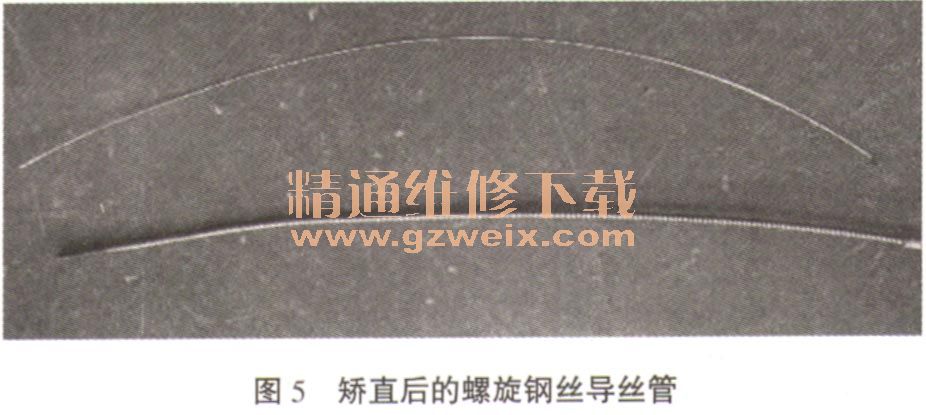
调整好螺旋钢丝导丝管的长度。调整方法是先将送丝管连接导电嘴的一端先安装好,然后将螺旋钢丝导丝管插入(螺旋钢丝导丝管出厂长度会比送丝管长约30cm ),此时送丝管连接送丝管入口的一端会长出一段螺旋钢丝导丝管,紧贴送丝管连接送丝管入口侧的末端做标记,然后用游标卡尺测量送丝管入口螺纹旋合长度和内孔深度,并计算螺纹旋合长度和内孔深度差值。抽出一段螺旋钢丝导丝管便于截断,截除的长度为标记位置加上螺纹旋合长度和内孔深度差值,去除毛刺,避免螺旋钢丝导丝管内部进入杂质即可。如若出现螺旋钢丝导丝管弯曲,应矫直,如图5所示。
2.旧机器避免焊机卡丝故障解决方法
使用前应先清洁导电嘴末端,使其端面鲜亮光洁无杂污;然后检查送丝管入口是否有磨损,若磨损较多应更换新件。若怀疑送丝管一端可能进小颗粒时,可在另外一端使用清洁高压空气清除小颗粒。最后是调整合理的送丝速度,看说明书或者凭声音和现象自行总结确定焊机合理的送丝速度,避免送丝速度过慢引起回烧,堵塞导电嘴引起卡丝。
五、总结分析
焊机的使用与调试对于操作者的经验要求较高,虽然简单易用,但是如果保养和调试不好会带来效率降低,质量下降和不必要的浪费。调试焊机需要不断积累经验,让焊机好用需要精心的保养和维护,加上使用前耐心细致的检查,才能让焊机发挥出设计性能。
")
")
")
")

