・上一文章:桑塔纳2000 AJR电控发动机传感器与执行器的检测(四)
・下一文章:奥迪100加速不良、排气管冒黑烟
一、气体保护焊焊机简介
气体保护焊焊机在汽车维修中使用普遍,其价格便宜,操作方便,场地要求低,使用费用低廉,深得汽车维修企业的青睐。
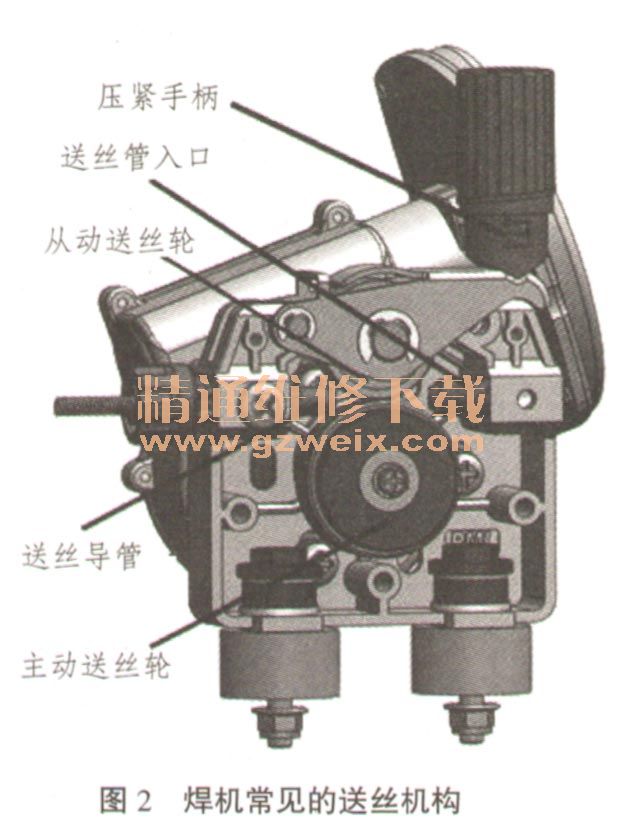
气体保护焊焊机工作原理如图1所示,能否稳定送丝是焊机性能好坏的重要技术指标,焊机常见的送丝机构结构如图2所示。按送丝方式不同又分为推动式、拉动式和推拉式3种(如图3所示)。

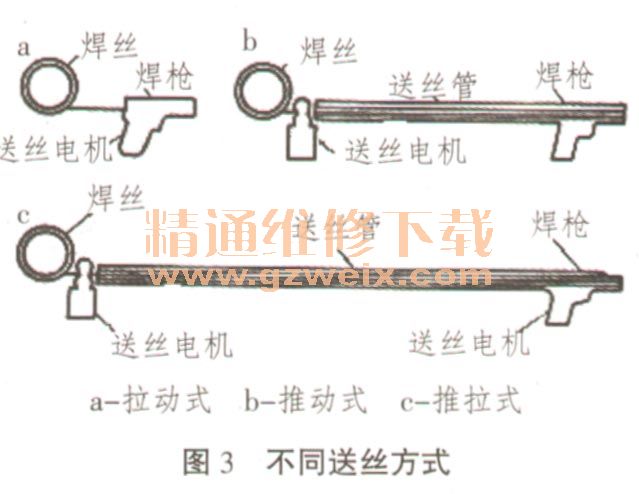
拉动式送丝是直接将送丝机构装在焊枪上,省去送丝管,避免了焊丝通过送丝管的阻力,送丝速度均匀稳定,操作范围可扩大至十几米。但焊枪的重量较大,操作者的劳动强度较大,较粗的焊丝不能使用(直径为0.8mm以上)。
推动式送丝方式的焊枪与送丝机构分开,焊丝由送丝机构推送,通过送丝管进入焊枪。焊枪结构简单、轻便,但焊丝通过送丝管时阻力较大,因而送丝管长度受到限制,一般长为3m左右。
推拉式送丝是以上2种送丝方式的结合,送丝时以推为主,由于焊枪上的送丝机构起到拉动的作用,可使送丝管中的送丝阻力减小。因此增加了送丝距离和操作的灵活性。但焊枪及送丝机构较为复杂,还存在2个电动机同步工作和调节的问题。
目前我国生产中用的最多的是推动式送丝方式,本文以推动式送丝方式焊机为例。
二、卡丝危害
焊机卡丝常发生在送丝机构和送丝管入口处,焊丝不能顺利送出,会在此处卷绕,需在送丝导管处剪断后,重新装送焊丝到送丝机构和送丝管,焊机才能正常工作。对于常用的推动式焊机来说,一旦卡丝会造成送丝管至焊枪一段约3m的焊丝白白浪费。除此之外,卡丝之后,焊丝会在送丝管入口处卡得很紧,使用尖嘴钳抽出焊丝时会造成送丝管入口磨损加剧,入口直径变大且失圆,焊丝在送丝管内可能会跳动,造成焊枪出口处焊丝失稳,严重影响焊机稳定性,降低焊接质量。最后,卡丝故障出现后需要重新安装焊丝,调试焊机,导致作业效率降低,焊接连续性被打断,因此焊机卡丝故障应尽量避免。
")
")
")
")

