・上一文章:大众途观机油温度不显示(仪表匹配设置)解决方案
・下一文章:详解奔驰轿车1.8L废气涡轮增压直喷式汽油机
(5)使用角磨机打磨相关连接区域,断开侧围与车身主体的连接。
(6)用钣金錾子剔下损伤的旧件,注意勿使背板损伤或者变形。
(7)打磨掉背板上的残留物,如果背板变形应做整形作业以确保后续的连接精度。
(8)新件的比对切割(图4),注意确保装配精度和切口的尺寸精度。

(9)将板件的相应区域打磨至裸金属(图5)状态,再消除接头端口的毛刺。

(10)用车身剔除下来的旧件或者新件切割匹配后余下的边角料,制作焊接接口的垫板。
(11)调整好焊机,并进行试焊。
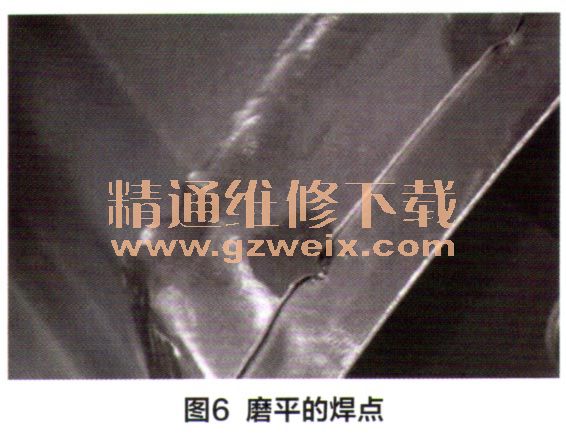
(12)用气体保护焊机采用定位焊方式固定垫板,注意点焊间距应为工件厚度的15倍,磨平焊点(图6)。
")
")
")
")

