(13)将切割比对好的新件安装固定在车身上(图7),选用正确的钻头对相应的铆接位置进行开孔,完毕后取下新件。

(14)使用除油剂清洁打磨区域和连接区域。
(15)对车身相应区域进行钝化处理(图8),施涂铝合金底漆(图9);施涂车身双组份结构胶(图10);施涂泡沫膨胀胶。
(16)迅速装上新件,精准匹配后用大力钳夹紧固定,还可以采用固定螺栓、定位销、穿心夹等定位工具做进一步固定。
(17)等实心铆钉放入铆接孔中(图11)。
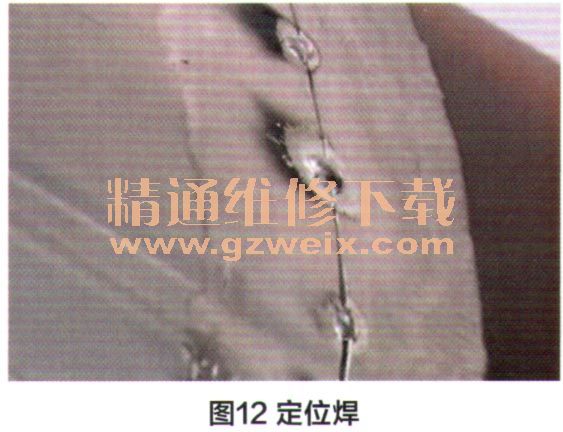
(18)对相应接口处使用专用铝焊机实施定位焊(图12)连接固定,注意点焊间距应为引牛厚度的15倍。
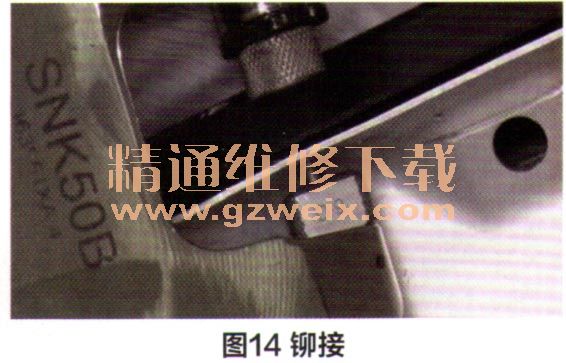
(19)选用正确的冲头组合(图13),调好铆钉枪压力,压好铆钉(图14)。对于双面无法触及的区域,使用拉铆枪安装规定型号的盲铆钉。

(20)磨平定位焊焊点,然后对相应接口处用专用铝焊机实施缝焊连接。
(21)磨平焊缝。
(22)对轮辋罩区域进行包边操作。

上一页 [1] [2] [3]
")
")
")
")

